




想要快速了解【直缝管L290无缝钢管好货有保障】产品?视频给你直观的感受!
以下是:【直缝管L290无缝钢管好货有保障】的图文介绍

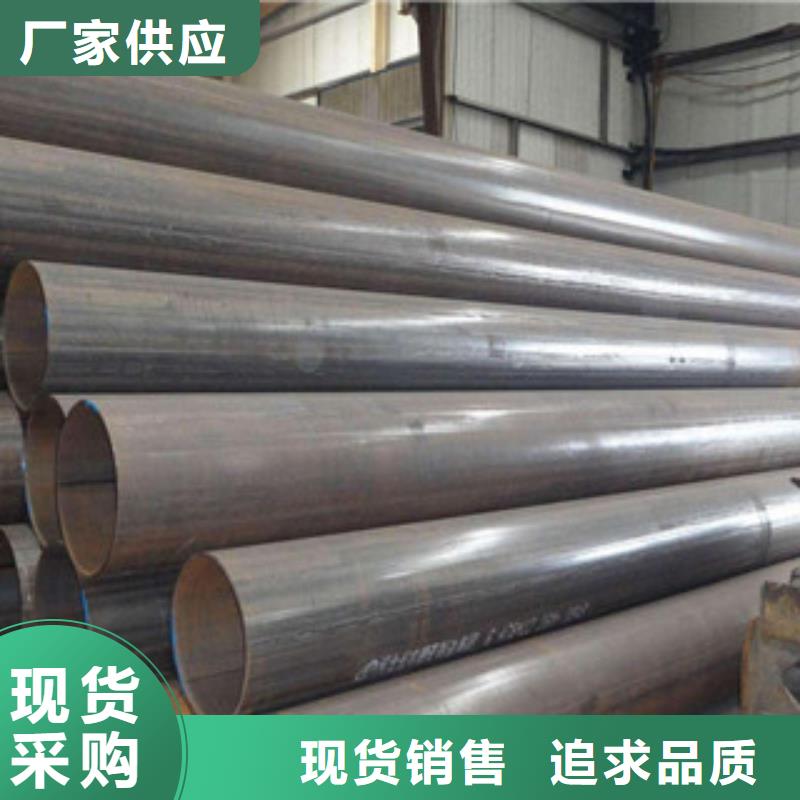
UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
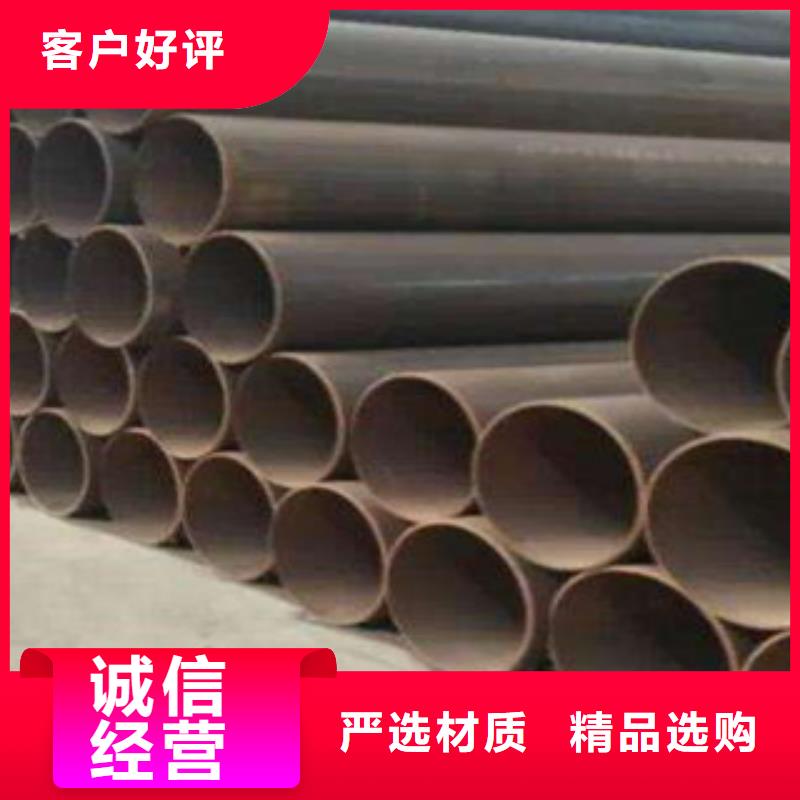
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。


钢兴钢管 有限公司技术力量雄厚,主营产品 山东东营水泥砂浆防腐钢管。自成立以来,产品已覆盖二十几个省。企业竭诚欢迎广大新老用户到本厂参观、考察、洽谈指导,钢兴钢管 有限公司全体员工,愿以优良的产品,良好的服务,竭诚与各界朋友携手合作,共创辉煌!真诚期待您的来电洽谈与指导!




直缝埋弧焊管、螺旋焊管和高频直缝焊管的应用范围和技术特点
螺旋埋弧焊管:螺旋焊管(SSAW)首先应用于我国石油天然气管线,这是因为我国在上个世纪50~70年代尚缺乏热轧宽带钢,因此螺旋钢管就发挥了它可以应用窄带钢的优势,其优点主要有4点:①钢管直径与带钢宽度不再受“π”的比例约束;②螺旋线在理论上可以在输气时对止裂性能有帮助;③直径 可以达到2500mm以上,适用于输水管线;④成型设备比较简单,基建投资较少。螺旋焊管应用受到局限性主要有4点:①存在较复杂的残余能力,以及分布和量值大小变化较大;②从基于应变的设计理念来看,螺旋焊管抗大变型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到钢级的限制,一般高强度钢级X90~X120的开发仅限于直缝埋弧焊管。因此,对螺旋焊管的使用,应当扬长避短,输送天然气时它适用于一类地区和部分二类地区。
螺旋埋弧焊管:螺旋焊管(SSAW)首先应用于我国石油天然气管线,这是因为我国在上个世纪50~70年代尚缺乏热轧宽带钢,因此螺旋钢管就发挥了它可以应用窄带钢的优势,其优点主要有4点:①钢管直径与带钢宽度不再受“π”的比例约束;②螺旋线在理论上可以在输气时对止裂性能有帮助;③直径 可以达到2500mm以上,适用于输水管线;④成型设备比较简单,基建投资较少。螺旋焊管应用受到局限性主要有4点:①存在较复杂的残余能力,以及分布和量值大小变化较大;②从基于应变的设计理念来看,螺旋焊管抗大变型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到钢级的限制,一般高强度钢级X90~X120的开发仅限于直缝埋弧焊管。因此,对螺旋焊管的使用,应当扬长避短,输送天然气时它适用于一类地区和部分二类地区。

