

【全新视界!】螺旋管流体管满足客户所需产品视频,带你领略产品新风尚!
以下是:螺旋管流体管满足客户所需的图文介绍


焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



钢兴钢管 有限公司不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 四川水泥砂浆防腐钢管产品及服务,为顾客创造价值,为社会进步做出贡献。



螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。



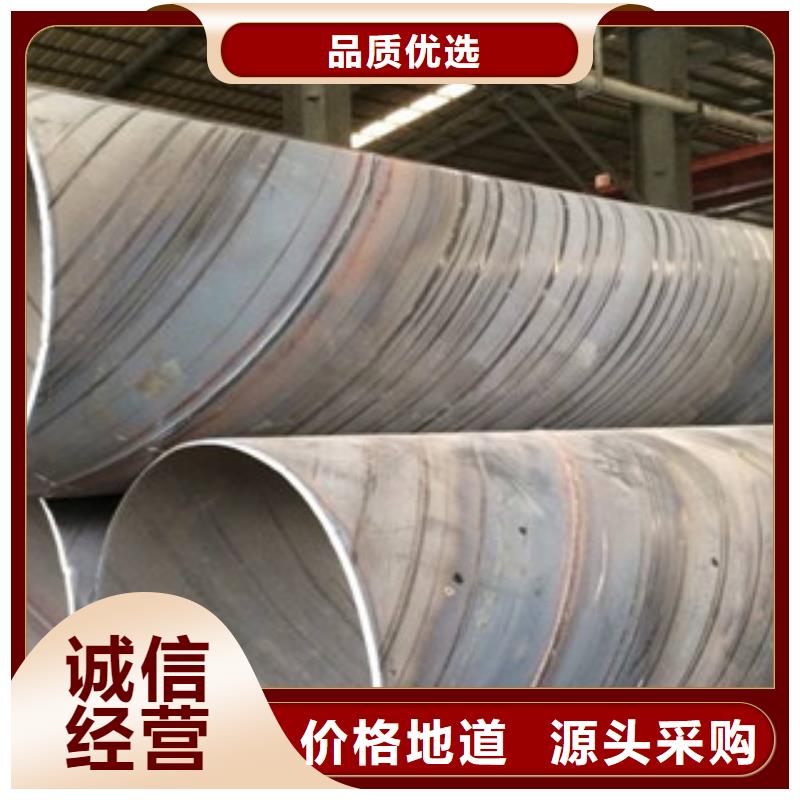
螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。简介生物亦称为螺线筒或螺线体。螺旋管的外径约为30毫米,内径约为10毫米,相邻的螺旋间距约为11毫米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要的作用。由核小体组成的10毫米纤维螺旋化形成30毫米粗纤维,使DNA长度进一步压缩6倍。
工业用管螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能符合规定。
工业用管螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能符合规定。



