您的位置>首页 >淮北本地热动态 >
Q345B厚壁方管工艺流程
更新时间: 2024-12-23 01:57:00 浏览次数:4
以下是:Q345B厚壁方管工艺流程的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 高等 |
|---|
| 是否厂家 | 产 |
|---|
| 产品材质 | Q355B |
|---|
| 产品品牌 | 杰达通 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 方形 |
|---|
| 适用领域 | 机械加工、船舶用、农机骨架、钢结构 |
|---|
| 是否进口 | 否 |
|---|
| 长度 | 1-12米 |
|---|
| 厚度 | 1-25mm |
|---|
| 配送服务 | 送货上门 |
|---|
以下是:Q345B厚壁方管工艺流程的图文视频
导读 Q345B厚壁方管工艺流程,杰达通钢管有限公司为您提供Q345B厚壁方管工艺流程,联系人:张经理,电话:0635-8889121、13001750087,QQ:2572770787,请联系杰达通钢管有限公司,发货地:聊城开发区汇通国际金属物流园发货到安徽省 淮北市 杜集区、相山区、烈山区、濉溪县。 安徽省,淮北市 淮北市是全国重要的资源型城市,打造绿色转型发展示范城市,是淮河文化的代表城市之一,是“淮海经济区”、“徐州都市圈”、“宿淮蚌都市圈”、“宿淮城市组群”成员城市,全国卫生先进城市、园林城市、全国科技进步先进市、全国无障碍建设城市、智慧城市、全国创业先进城市、全国文明城市。4000多年前商汤十一世祖相土建城于相山南麓。风景名胜有相山公园、龙脊山、南湖湿地公园、华家湖、石板街、临涣古镇、隋唐运河古镇等,纪念地有淮海战役总前委旧址、双堆集战场旧址等,是安徽离出海口近的城市,京台、连霍、泗许、济祁高速环城四周。



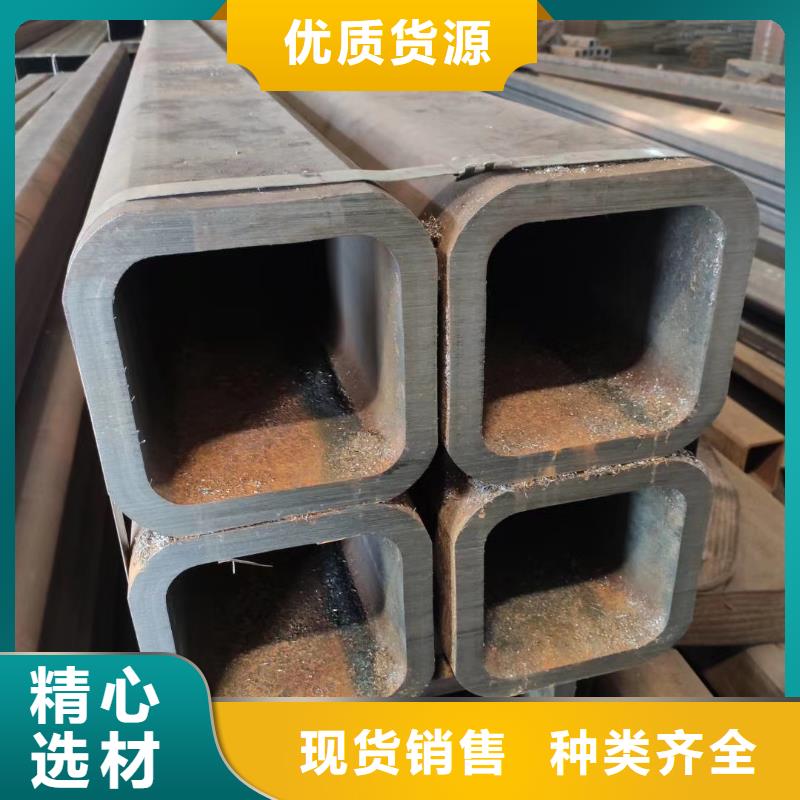
淮北Q345B厚壁方管工艺流程
淮北焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。




淮北Q345B厚壁方管工艺流程
<淮北>杰达通钢管自成立以来,经过5年努力发展由初注册资金10万元固定资产100余万元的小微企业,发展成拥有固定资产500余万元年销售额5000多万元的中型企业。厂家致力于各种淮北方管的研发、生产及销售,成功研发生产出各种淮北方管系列,现已形成工业化生产。


总结 Q345B厚壁方管工艺流程_杰达通钢管有限公司,固定电话:13001750087,移动电话:0635-8889121,联系人:张经理,QQ:2572770787,开发区汇通国际金属物流园 发货到 安徽省淮北市。