


钢结构紫铜块敢与同行比服务视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:钢结构紫铜块敢与同行比服务的图文介绍

钢结构企业:须重视“十二五”发展
各地重大钢结构工程的成功建设,说明我国的钢结构综合技术水平已处于国际先进水平。但我国的钢结构产业在息化、自动化、标准化、科研创新方面同发达 相比还有不小的差距。
2011年是 “十二五”规划起始之年, 有关部委、行业协会及企业集团、钢结构企业都在进行调研、分析市场及未来发展趋势。 发改委、工部、科技部也正在研究有关战略性新型产业确定和规划目标,对具有国际先进水平、自主创新能力强、国际竞争实力强大并可以占领更多市场的产业,将列入规划并给予支持、扶持政策。机遇也是挑战,我国钢结构产业能否上台阶、上规模,“十二五”期间的发展至关重要。
中国钢结构协会经过调查研究,在听取有关专家意见和建议后,草拟了《关于钢结构产业在 “十二五”规划的战略思考及建议草案》,在征求有关人员的意见后,协会将组织有关专家具体落实、完善,以促进“十二五”期间钢结构行业取得更大发展。
钢结构行业由于其经济和技术的优越性、低碳减排、循环经济以及可工业化、产业化发展,能更好的适应并满足当前我国国民经济建设需要,也将成为具有市场广阔、企业众多、创新不断、充满蓬勃生机的新兴产业之一。
分析认为,“十二五”期间,获得政策扶持的钢结构行业有望在海洋工程、住宅和桥梁领域大展拳脚,实现产量的倍增。
各地重大钢结构工程的成功建设,说明我国的钢结构综合技术水平已处于国际先进水平。但我国的钢结构产业在息化、自动化、标准化、科研创新方面同发达 相比还有不小的差距。
2011年是 “十二五”规划起始之年, 有关部委、行业协会及企业集团、钢结构企业都在进行调研、分析市场及未来发展趋势。 发改委、工部、科技部也正在研究有关战略性新型产业确定和规划目标,对具有国际先进水平、自主创新能力强、国际竞争实力强大并可以占领更多市场的产业,将列入规划并给予支持、扶持政策。机遇也是挑战,我国钢结构产业能否上台阶、上规模,“十二五”期间的发展至关重要。
中国钢结构协会经过调查研究,在听取有关专家意见和建议后,草拟了《关于钢结构产业在 “十二五”规划的战略思考及建议草案》,在征求有关人员的意见后,协会将组织有关专家具体落实、完善,以促进“十二五”期间钢结构行业取得更大发展。
钢结构行业由于其经济和技术的优越性、低碳减排、循环经济以及可工业化、产业化发展,能更好的适应并满足当前我国国民经济建设需要,也将成为具有市场广阔、企业众多、创新不断、充满蓬勃生机的新兴产业之一。
分析认为,“十二五”期间,获得政策扶持的钢结构行业有望在海洋工程、住宅和桥梁领域大展拳脚,实现产量的倍增。


四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
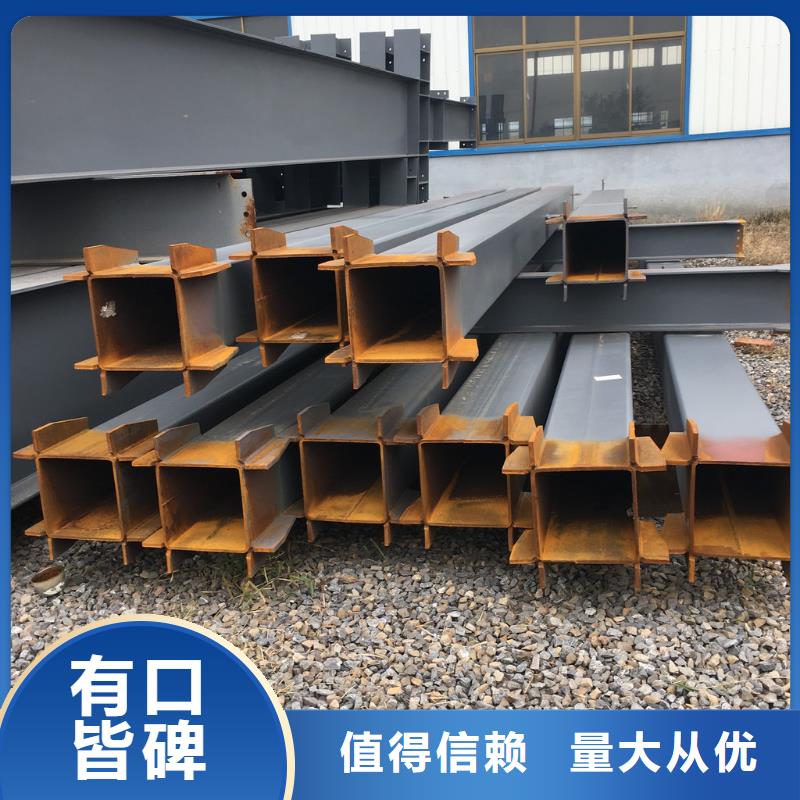
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
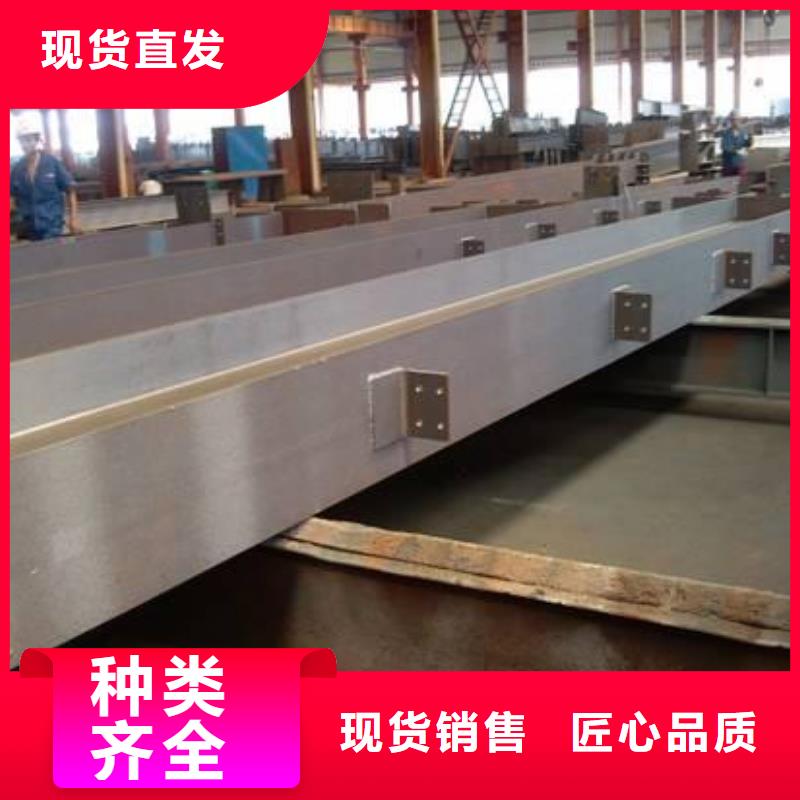
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



阔恒兴旺国际贸易(四川省分公司)采用先进 红铜扁排技术,有多年 红铜扁排生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。





