




我们的现场实拍视频将带您走进【热镀锌桥梁护栏】景观灯光护栏价格细节决定成败产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【热镀锌桥梁护栏】景观灯光护栏价格细节决定成败的图文介绍


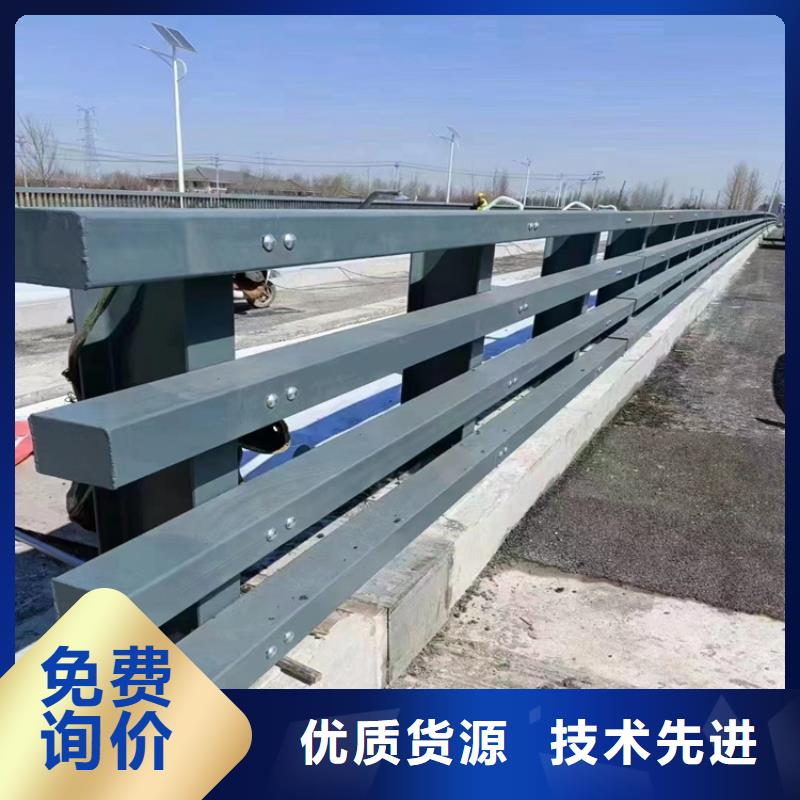
华尔网热镀锌桥梁护栏、工艺步骤:利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料;落下的粉末通过回收系统回收,过筛后可以再用。1.镀锌——钢材表面氧化物,合金层表面包裹着锌层,避免钢铁基体与任何腐烛溶液的,且难容于水,达到理想的防腐效果。
2.清洗——对镀锌钢材进行清洗,除去表面灰层及污垢。3.脱脂——使用碱溶液对钢材进行物理脱脂,去除轧交制油、机油、铁末。4.表调——对钢材表面的平直度、凹凸处,进行打磨。5、灯光护栏应有杰出的导向功用,车辆磕碰后的驶出角度应小于磕碰角度的60%.6、灯光护栏应可以有效地阻遏车辆并对车辆进行导向,制止车辆任何办法的穿越、翻越、骑跨、下穿护栏。6富锌磷化——化学与电化学形成盐化学磷化膜给基体金属提供保护,在一定程度上防止金属被腐蚀;用于喷漆前打理,漆膜层的附着力与防腐蚀能力。7.清洗晾干——经多道工艺处理后的钢材再次进行清洗后晾干。8静电喷涂——钢材前期处理完毕,采用喷、喷杯和喷涂高压电源组成的设备,利用高压静电电场使带负电的涂料微粒绕电场相反的方向做定向运动,然后被吸附在钢材表面。
华尔网灯光护栏高度不足灯光护栏高度的标准要求是地面到扶手面要求.米高,天面栏杆要求比较少.米高,但是很多楼盘的设计因为设计人员的缺失常识亦或为了节省成本,很多灯光护栏高度都达不到要求。同时检查扶手高度时应注意测量位置 灯光护栏安装位置不当灯光护栏的安装位置要准确,扶手做法要选择合理,安装前要提前做好细部设计。正确的灯光护栏安装位置应该是安装在挡水墙的中心位置,如果没有挡水墙那立柱固定点离平台边缘比较少要求公分以上。太靠近边缘位置会影响固定点的牢固性。



“勤恳做事、真诚服务”是我们不变的经营理念。聚宜兴金属制品有限公司在前进的道路中,努力听取客户的建议,同时不断了解 广东汕头镀锌静电喷塑护栏管、不锈钢木纹转印栏杆、不锈钢复合管栏杆、防撞护栏立柱市场的发展。我们一直以勤恳做事、诚思待人、真诚服务的态度赢得了国内外客户的信任,并以精荐变精的职业提守,认真关注着生产 广东汕头镀锌静电喷塑护栏管、不锈钢木纹转印栏杆、不锈钢复合管栏杆、防撞护栏立柱产品的每一个细节。我们一直在不断地完善自身管理模式,提高技术研发能力,通过推行的新 广东汕头镀锌静电喷塑护栏管、不锈钢木纹转印栏杆、不锈钢复合管栏杆、防撞护栏立柱产品、新技术提高产品竞争力,同时也为促进 广东汕头镀锌静电喷塑护栏管、不锈钢木纹转印栏杆、不锈钢复合管栏杆、防撞护栏立柱行业的发展而努力。



华尔网热镀锌桥梁护栏Igrr"NuDZ ?
2)拼接时,H钢下用枕木垫平,是在地形平整场地用建筑线校对垂直度,将型钢拼接处用砂轮机或气割加工成坡口然后点焊成形,其焊道长100m。 Sjv_% C ¥ ?
3)焊工必须持有上岗操作证,并有多年的焊接工作经验。 M*mTd{Abi ?
5)施焊电流为180-250A,根据施焊情况,可适当调整焊接电流,使母材与焊条熔结。 Y,n&g45m ?
6)控制焊接速度,使熔池中的气体完全逸出避免焊道气孔产生,而使焊缝厚度均匀一致。 :"{("!x ?
7)清渣,当整条焊道焊完后,需熔渣,如发生夹渣及裂纹需铲除重新焊接。 G LU7?2`t ?
8)为防止焊接变形,在施焊过程中采用对称焊或者逆反方向焊接,尽量缩短焊接时间拼接钢柱焊缝可采用间隔约40mm焊道长100mm进行施焊。



华尔网热镀锌桥梁护栏按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。
3。2.1。3??楼梯栏板和栏杆顶面,划出扶手直线段与弯头、折弯段的起点和终点的位置.
3.2.2??弯头配制:
3。2。2.1??按栏板或栏杆顶面的斜度,配好起步弯头,一般木扶手,可用扶手料割配弯头,采用割角对缝粘接,在断块割配区段内少要考虑三个螺钉与支承固定件连接固定。大于70mm断面的扶手接头配制时,除粘结外,还应在下面作暗榫或用铁件铆固。
3.2.2.2??整体弯头制作:先做足尺大样的样板,并与现场划线核对后,在弯头料上按样板划线,制成雏型毛料(毛料尺寸一般大于设计尺寸约10mm)。按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。
3。2.3??连接预装:预制木扶手须经预装,预装木扶手由下往上进行,先预装起步弯头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5℃。
3。2.4?


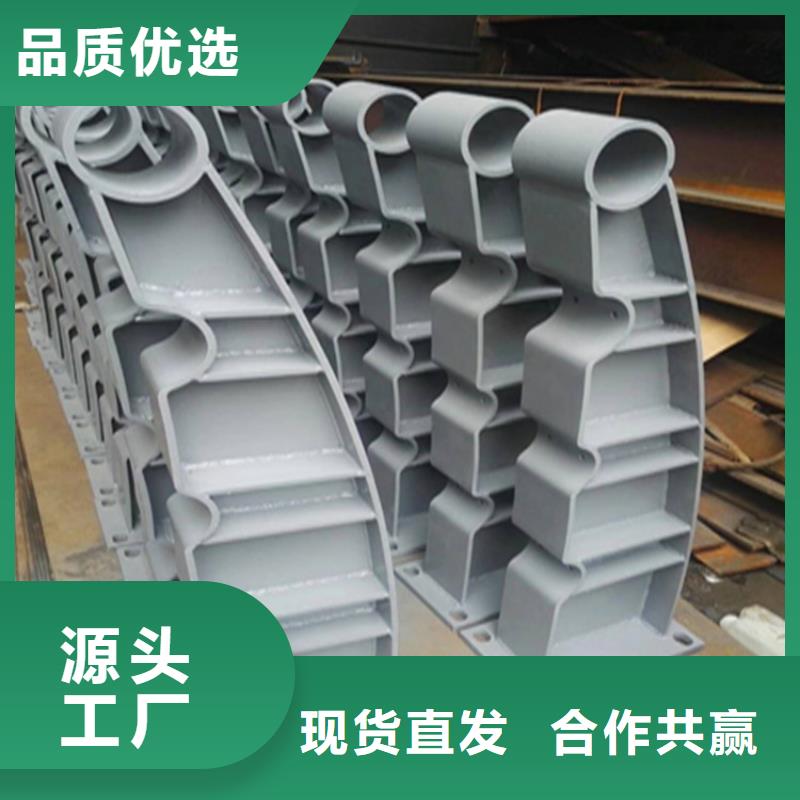
华尔网热镀锌桥梁护栏不锈钢复合管价格知识复合桥梁护栏的材质主要是不锈钢材料的,对于不锈钢桥梁护栏来说,也是不断地进行处理的,尤其是表面的处理,虽然说是不生锈,但是由于质量和技术不过关导致的不锈钢桥梁护栏出现生锈的现象是比较严重的,为了确保不锈钢桥梁护栏的质量,它的更大的优势,对于不锈钢桥梁护栏的表现也是要进行喷粉操作的,一般的操作的方法是有哪些呢?华尔网不锈钢桥梁护栏不锈钢桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的徐层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠;采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃.对于护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定.一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间.



