






桥梁防撞护栏涂装氟碳漆前的表面处理目的:喷砂处理到Sa2级,除去底材面的铁锈、油污、灰尘,增加粗糙度操作流程:打磨→除油→抛丸或喷砂除锈1.所有气割、剪切、机加工后的自由边锐角均应打磨至R2:德宏桥梁防撞护栏涂装氟碳漆前的表面处理2.喷砂前应用砂轮打磨去气割表面的割痕及火工矫正部位的硬化层,以使喷砂后在这些部位能形成合适的表面粗糙度。3.喷砂前钢材表面沾污的油脂必须干净,使用具有中度碱性的水性清洗剂污垢,然后以水冲净。杜绝用蘸有有机溶剂或洗涤的少量回丝空拭大面积油污,以免扩大油脂沾污面积。4.抛丸、喷砂过程中和施工后,钢材表面必须避免油脂重新沾污。①喷砂用压缩空气必须装有性能良好的油水分离器,压力应不低0.5Mpa。②除锈后的钢材表面必须严格避免重复沾污油脂。③质量检查人员和涂装施工人员不可穿戴沾有油污的工作鞋、工作服、手套对未涂装的钢结构进行质量检查和涂装施

桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
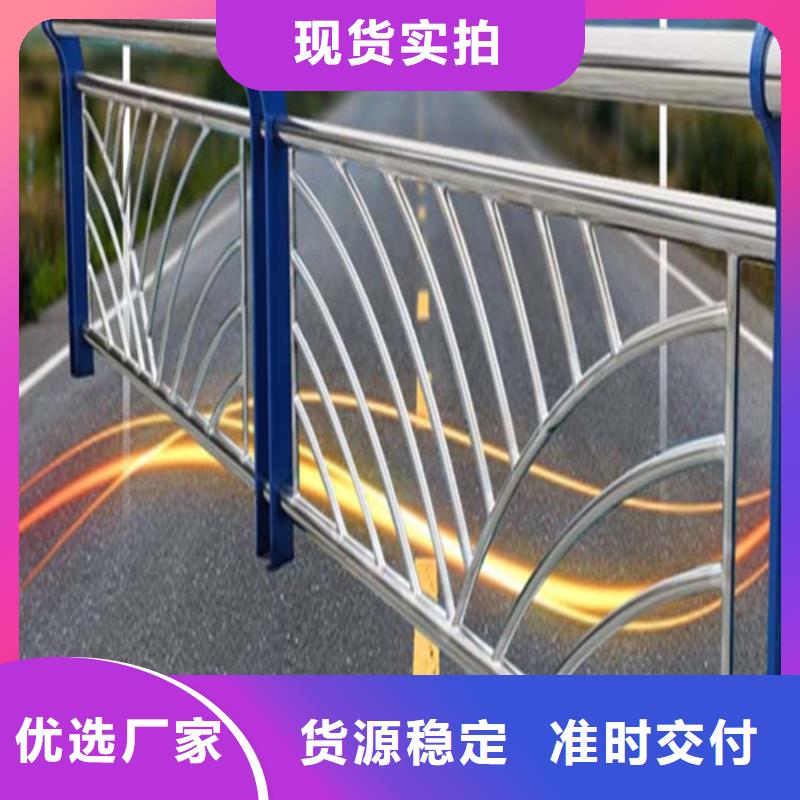
<德宏>宏达友源金属制品有限公司按规划不锈钢复合管护栏的结构,依据折弯方位、视点、划出折弯或割角线。不锈钢复合管护栏顶面,划出扶手直线段与弯、折弯段的起点和终点的方位。弯头装备不锈钢不锈钢复合管护栏面管的斜度,配好弯头,再切开,衔接固定。 立柱:不锈钢立柱的焊接有必要和面管在同一个笔直面上其差错控制在1-2㎜以内,一起要调理好面管的水平差错与墙体衔接的不锈钢螺栓或预埋件焊接结实,是半玻璃不锈钢复合管护栏受力的关键部位。玻璃胶:规划有玻璃胶的不锈钢复合管护栏在打玻璃胶时有必要保证胶的宽度和度有必要一向急时清洁好胶嘴保证不锈钢复合管护栏的外观。 玻璃阳台不锈钢复合管护栏在咱们的日子中处处可见,为了保证咱们的在装置前还是要了解相关知识,这样才干保证在装置和日后运用中满有把握不呈现其他意外情况。出产的不锈钢复合管具有技术抢先、工艺成熟、质量牢靠、经济实用的显著特点,广泛用于石油、天然气、化工、电力、市政、消防、太阳能、、食物等职业,的晋级改造。 不锈钢复合管护栏厂家_供给路途不锈钢复合管护栏_质量有保证_价格更实惠不锈钢复合管护栏厂家市政隔离不锈钢复合管护栏出产制作市政不锈钢复合管护栏批发优质原材料质量有保证价格更实惠交通不锈钢复合管护栏专注更路途不锈钢复合管护栏选用优质原料pvc不锈钢复合管护栏本地出产发货。 不锈钢复合管护栏在设计的过程当中根本上分为各个不同的当然你会发现他们其真实市场上是十分受青睐的由于在工业消费或者是道路平安上都可以起到良好的作用从整体的设计角度动身既可以满足终的设计需求,同?。
 <德宏>宏达友源金属制品有限公司
<德宏>宏达友源金属制品有限公司
<德宏>宏达友源金属制品有限公司
<德宏>宏达友源金属制品有限公司
