







巴中止水铜片
紫铜止水片凝固现象和组织
1.纯铜的铸锭组
从低倍组织可知铸锭边部为柱状晶中部则为较粗的等轴晶。实际上当铸锭时冷却强度足够大或铸锭尺寸较小的情况下整个铸锭可能全由柱状晶组成。巴中止水铜片紫铜止水片其他铜合金的低倍组织均具有与此相同的特点。从显微组织观察可知晶粒内部无明显特征晶界较细与一般单相合金的平衡结晶组织无异。
2.单相铜合金的铸锭组织特征
铜合金的凝固过程为非平衡过程所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。
合金过冷至T1温度时开始凝固首先析出的固相成分为a1液相成分则为L1。继续冷至T2紫铜止水片温度时析出的固相成分应为a2与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上若能达到平衡条件a1的成分也会逐渐改变成a2以达到T2紫铜止水片下的平衡态。但实际上固态的扩散速率远小于液态的扩散速率当剩余液相的成分均匀达到L2时固相a中的成分仍为不均匀的它们的平均成分可用a2表示。显然a2中的B原子浓度小于a2中B原子浓度。同理当温度降至T3及T4时其a相的平均成分可用表示a3及a4。在此图中a4即表示x合金的成分。说明x合金在非平衡凝固的条件下T4温度下凝固完毕较之平衡凝固的固相点温度降低了T3-T4。a1-a4表示的线称非平衡的固相线非平衡固相线相对于平衡固相线的偏离与凝固时的冷却速率有关冷却速率愈大偏离愈大。
由于先后凝固的固相在成分上的差异不同成分固相受侵蚀程度将不同因而在我们观察合金的显微组织时就会观察到典型的枝晶组织枝晶臂的成分与枝晶同胞间的成分(B组元含量高)不同因而显示出不同的颜色。这种因非平衡凝固(结晶)导致的晶粒内成分不均匀的现象称晶内偏析或枝晶偏析。紫铜止水片Cu-Ni合金铸造后的显微组织白色枝干含镍较高周围黑色部分含铜较高但均为铜镍a固溶体。
一包晶系相图和某合金凝固时可能的非平衡固相线轨迹。与匀晶系合金类似a1-a4表示x合金凝固时固相(a)平均成分的走向即非平衡固相线。x合金按平衡态凝固时固相点温度应为T3凝固完毕应为a单相
固溶体晶粒。但在非平衡凝固的情况下x合紫铜止水片Cu30Ni合金铸造显微金冷至T4温度时剩余的液相L4将与部分固相a4发生包晶反应即a4+L4→B完成 的凝固过程因此该合金的 凝固温度为T4并产生了一种通过包晶反应而得到的新相B。此种B相为非平衡相因为按平衡态该相在x合金中是不存在的。
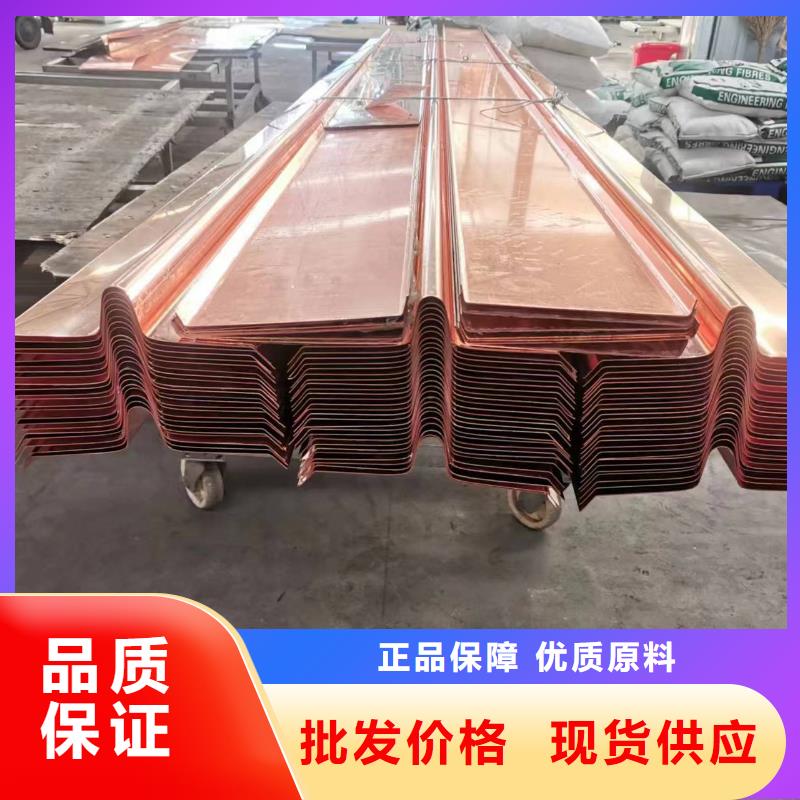
铜止水片在大坝止水项目中发挥着不可替代的重要作用,巴中止水铜片在止水大坝面临着巨大水压的情况下,止水设施便是过水或渗水的通道,而设置止水橫缝的目的,就是为了防止水的渗透,同时承受强大的水压。
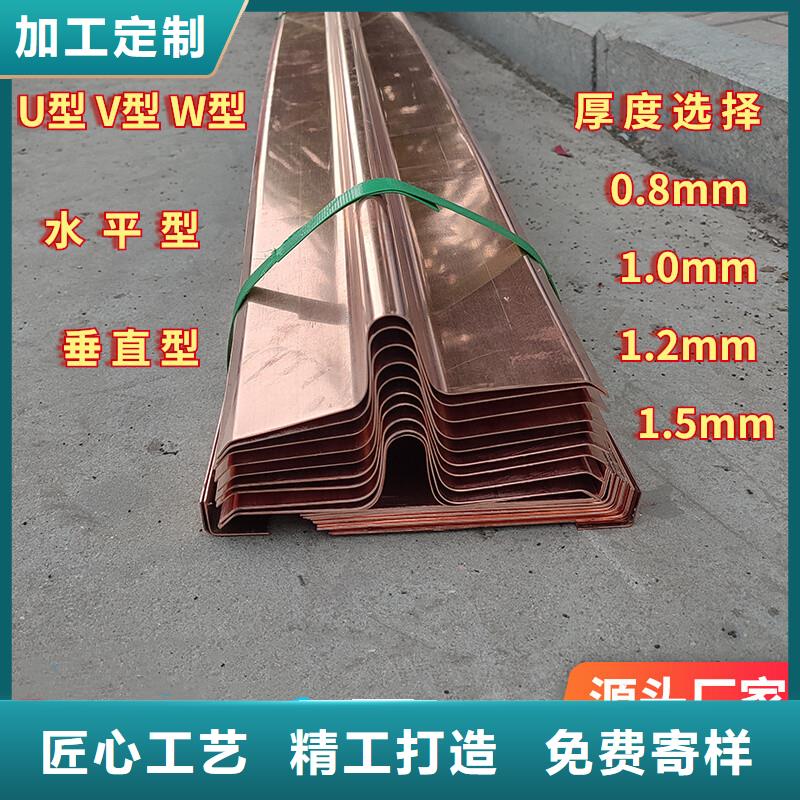
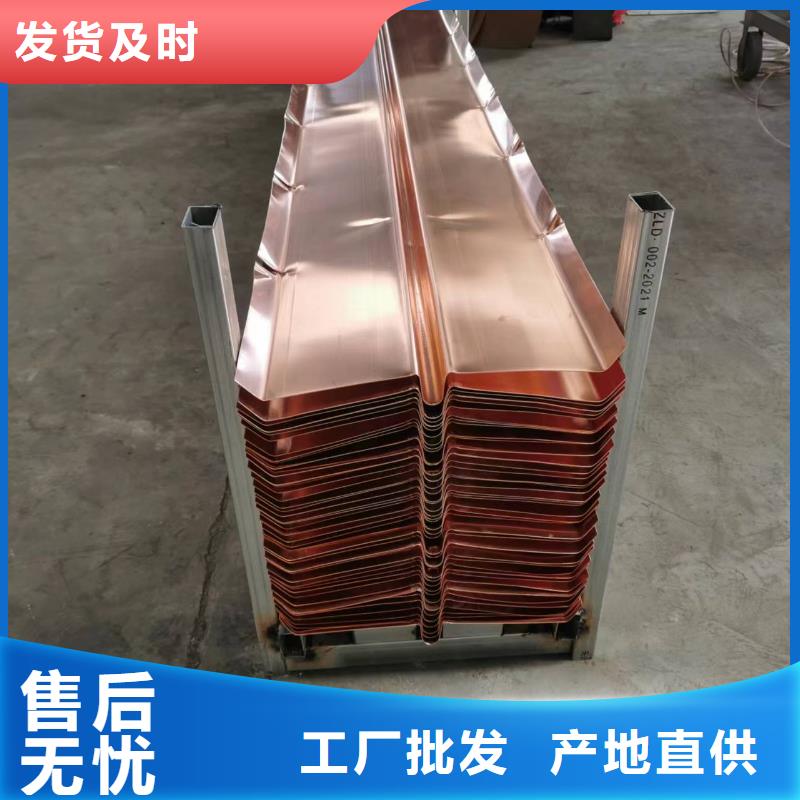
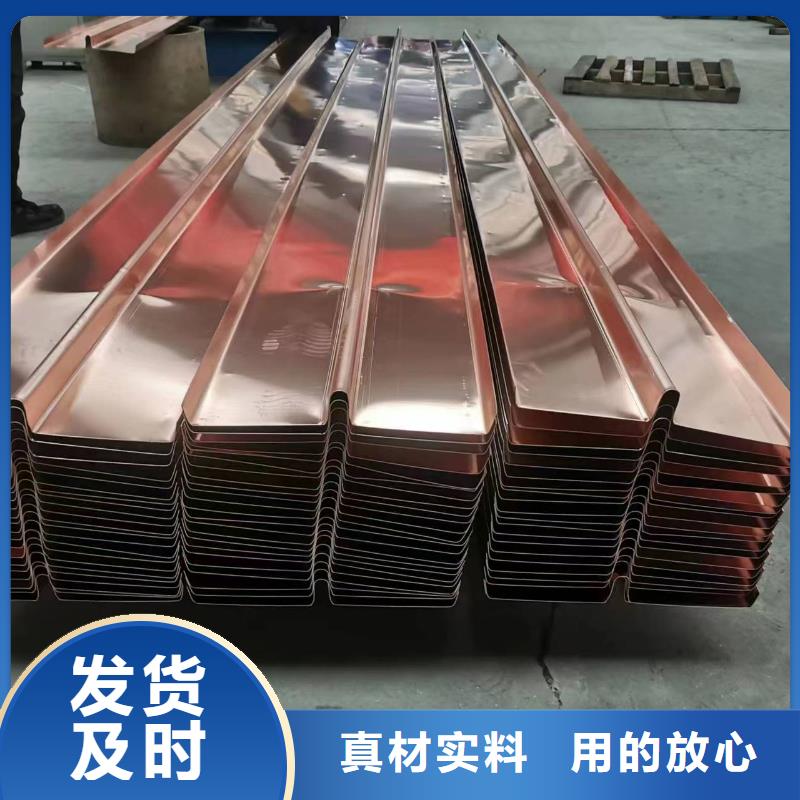
大坝止水项目中,往往将我们的铜片止水加工成W型(为了便于固定和混凝土的咬合),其中中央尖部凸起来的形似“鼻子”的这部分,我们称之为铜鼻子。而这个铜鼻子的朝向问题,对于止水铜片在水中的受力情况起着至关重要的作用。
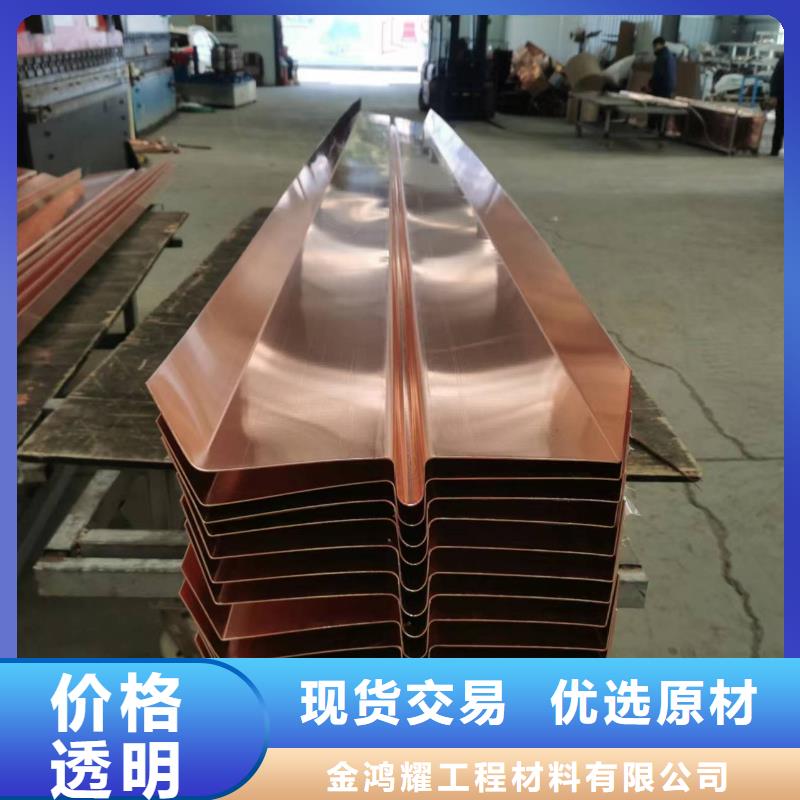
止水铜片的受力,从两个方向分析。 ,若将铜片鼻子朝向迎水面荷载,在库水位尤其高水位时,荷载很大,相对刚度较低的铜片无法产生“拱效应”,势必顺着荷载作用方向而发生变形,出现折转,此时铜片折转弯曲处可能撕裂破坏。对此应保持警惕,并加以防止。第二,将铜鼻子指向背水面,铜片止水顺着荷载作用而产生变形。一般变形不大,是受力后伸展,不会出现折转情况,铜片也不至于撕裂破坏。
由于铜片止水质地较软,厚度较薄(一般厚1.5mm左右)、韧性很好,加工成型容易。成型的止水铜片埋置在橫缝中,其刚度很低,在强大的水压力作用下容易产生变形。所以在工程设计中应该使它顺荷载的作用而自然渐变地伸展,防止它剧烈变形而可能的折转和撕裂。
止水铜片公司生产的铜止水均执行 标准,巴中止水铜片目前按照 规定执行GB/T 2059-2017,其对表面质量规定,表面应光滑、清洁,不允许有分层、裂纹、起皮、起刺、气泡、压折、夹杂和绿锈,但允许有轻微的、局部的、不使带材厚度超出其允许偏差的划伤、斑点、凹坑、压入物、辊印、氧化色、油迹和水迹等缺陷。
除此之外,需对产品进行化学成分分析、外形尺寸检测、拉伸性能试验、硬度试验、弯曲试验,以及电性能试验、晶粒度检测。而对于检验结果的判定,化学成分不合格,则判定该批材料不合格。外形尺寸偏差和表面质量不合格,只证明该样品不合格,因此,进行此检测的时候,需逐一进行检测。当力学性能、弯曲试验、电性能和晶粒度的试验结果中有试样不合格时,应领取双倍数量的试样进行重复试验,重复试验结果全部合格时,可判整批产品合格。
铜止水的固定问题直接影响到后期的混凝土浇筑,同时还会对止水的效果起到相应程度的影响。一般铜止水固定不牢固,在浇筑过程中发生位移,那么伸缩缝内部便容易蓄水,引起渗透,从而发挥不了紫铜止水的防水作用。
为了简单快速的实现铜止水的固定,在对铜止水大样图进行设计的时候,可以使铜鼻子的深度稍微深一定,宽度根据伸缩缝的宽度确定,小于伸缩缝宽度2~4mm即可。那么在安装过程中,便可直接设置在伸缩缝内部,将铜止水固定住。
止水铜片紫铜止水的焊接,搭接长度要求不小于20mm焊接质量要求如下:巴中止水铜片
1、目测或量测检查焊缝是否平整,光洁,轴线对接误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、接头渗透检验原止水焊工更换时,必须对接任焊工焊接质量进行渗透检验,具体检验方法如下:采用煤油滴在焊缝上,另一侧洒上粉笔灰或干石灰的方法检验,等待一分钟然后看另一面的焊缝是非有汽油渗漏,如有映湿用粉笔做记号,重新补焊。
3、力学性能试验接头拉力试验不小于母材抗拉强度的80%
紫铜止水设置安装时,一定要将其铜鼻子中心线与施工缝中心线对齐,且用模板夹紧定位,防止其移位,支撑牢固后才可进行下一步的施工。同时水平止水上下50cm范围内 不要设置水平施工缝,如果实在没有办法避免,应采取其他措施将止水带埋入或者留出即可。
紫铜止水片发生渗漏,主要是因为安装过程中的焊接工艺不当、伸缩缝处混凝土及沥青关注不密实所致,具体原因有:
1)紫铜止水加工及安装不当引起渗漏
2)伸缩缝处混凝土及沥青灌注不密实引起渗漏
3)地下承压水影响引起渗漏
4)沉降差对止水结构产生影响引起渗漏
