

<阿里>鹏瑞管业有限公司
阿里防腐球墨铸铁管
正规厂家生产


球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
 阿里防腐球墨铸铁管
正规厂家生产
阿里防腐球墨铸铁管
正规厂家生产
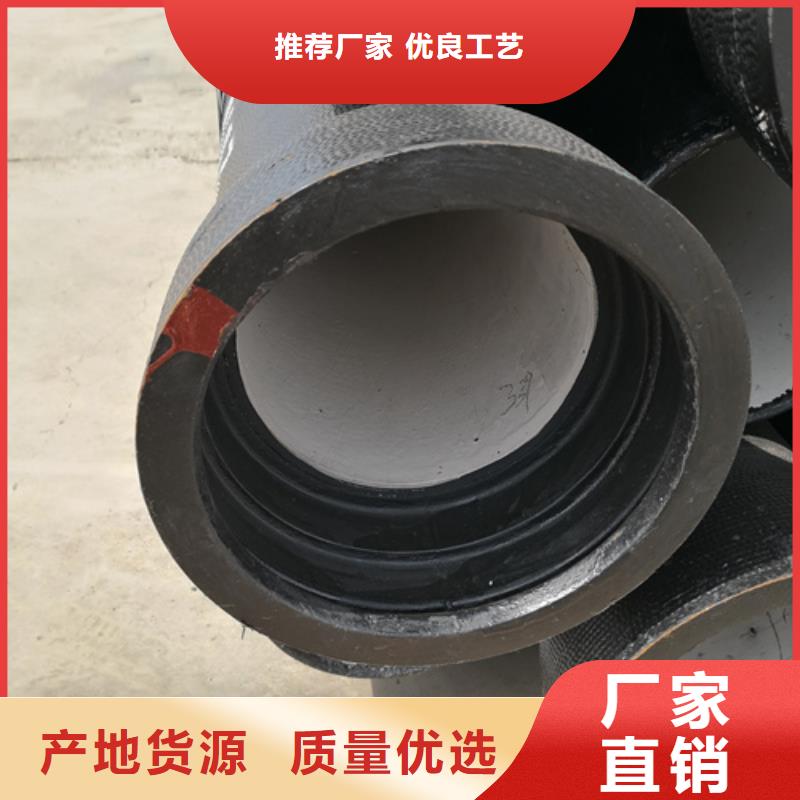
球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。
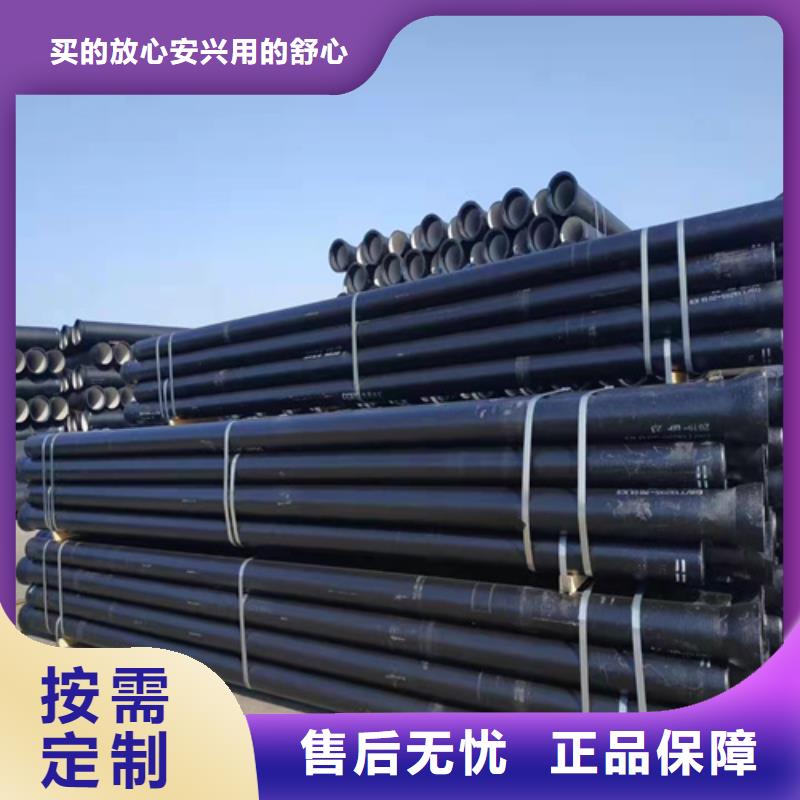
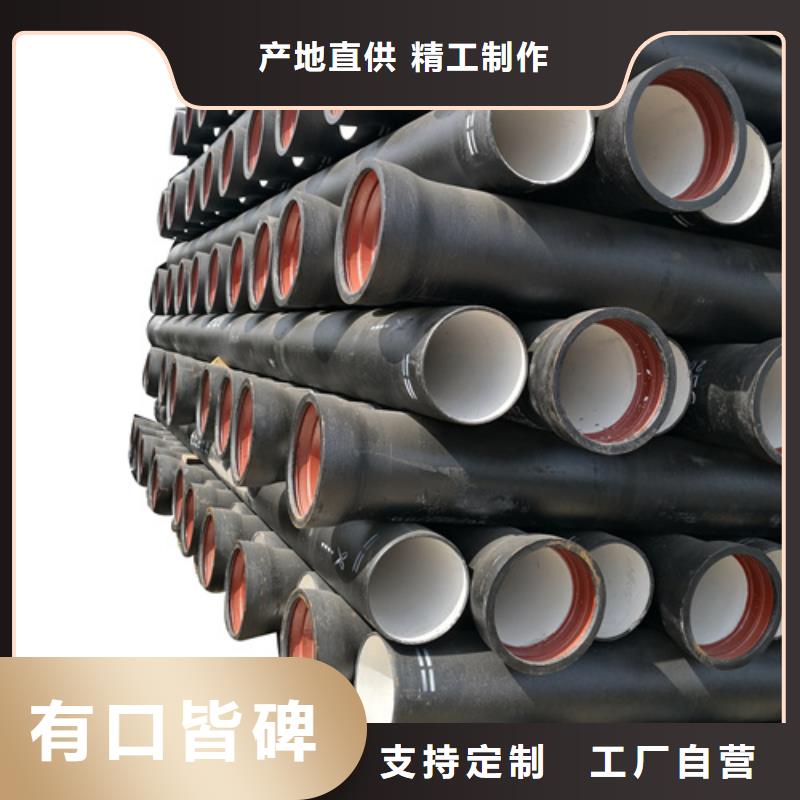
离心柔性铸铁管(以下简称球铁管)是目前上通用的供水管材,亦可用于石油、电力、矿山和化工等领域。球铁管兼有普通灰铁管的耐腐蚀性和钢管的强度及韧性,其重量比同口径的灰铁管轻1/3——1/2,更接近钢管,但其耐腐蚀性却比钢管高出几倍甚至十几倍,因此在各种环境下,球铁管都不必做防腐处理。球铁管的强度足以承受复杂的外部负荷,包括路面负荷,这一点是灰铁管、水泥管、玻璃管和塑料管等管材远所不及的。经过修磨的水泥内衬,粗糙度系数很低,对流体阻力小,这一点又可以与玻璃管和塑料管相媲美。T型接口球墨铸铁管主要的用处是用来帮助我们生活变得更加方便的,在为了我们人群在社会的日常生活中更加有效的生活,能够在事业上更加快速的发展而制造的T型接口球墨铸铁管,为的就是能够让我们的生活越来越先进,让我们的发展越来越快速。
<阿里>鹏瑞管业有限公司球墨铸铁管气动脱硫后,铁液进入感应炉提温。2. 除渣除渣过程可在包中或感应炉内进行。将除渣剂(聚渣剂)撒于液面即时形成一熔融层,起覆盖和聚渣作用。除渣剂受热膨化,在熔融层中产生许多小孔,起良好的保温作用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。进口的除渣剂,选优质矿源,加工工序有别于一般。该产品撒于液面即迅速散布,覆盖整个液面,除渣能力超卓,用量少,不粘炉衬与浇包,用棍即可将熔融渣层整体挑起,清渣方便彻底,近三年来已开始受国内业界的重视。3. 球化球化处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg(5~6%),低RE(1.5~2.5%)球化剂,亦有的厂仍用Mg8RE3球化剂。
