






故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。

打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
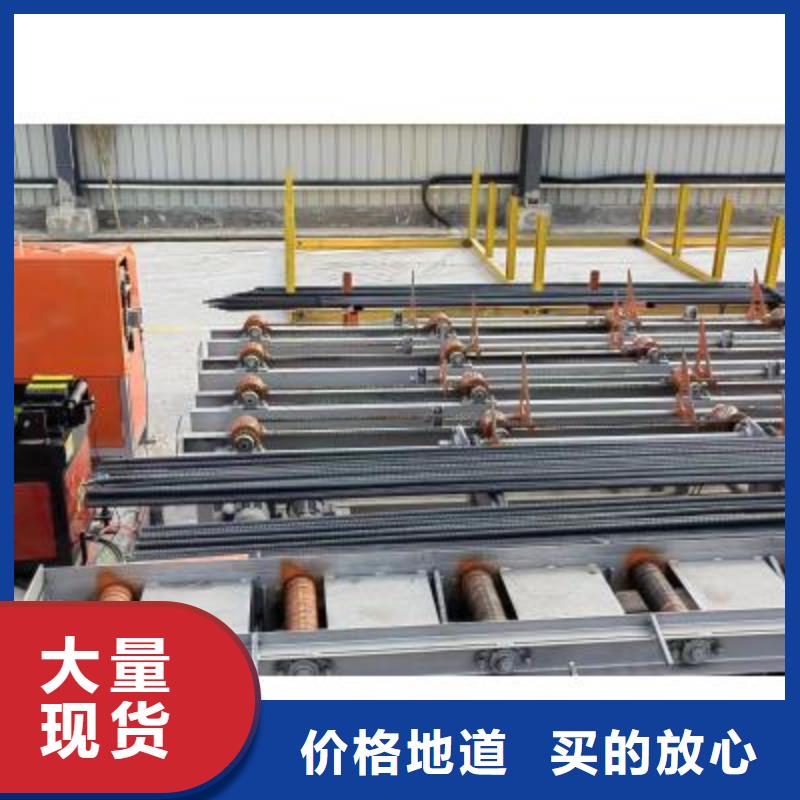
白银锯切套丝打磨生产线产品特点:1.自动化程度高,大大降低了劳动强度2.全机配备横向上料装置,上料方便3.自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。4.钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力5.短时间实现从原材料到两端套丝半成品6.智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm
白银数控钢筋剪切生产线质量优
