您的位置>首页 >衢州本地产品推荐News >
精密无缝钢管丰富的行业经验
更新时间: 2024-12-23 13:21:16 浏览次数:9
以下是:精密无缝钢管丰富的行业经验的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 无缝钢管 | 国标 |
|---|
| 无缝钢管 | 国标 |
|---|
以下是:精密无缝钢管丰富的行业经验的图文视频
导读 精密无缝钢管丰富的行业经验,龙丽金属材料有限公司为您提供精密无缝钢管丰富的行业经验产品案例,联系人:王立勇,电话:0635-8889553、13863560558,QQ:1399892158,发货地:聊城东昌府区开发区蒋官屯街道办事处前屯工业园发货到浙江省 衢州市 柯城区、衢江区、常山县、开化县、龙游县、江山市。 浙江省,衢州市 衢州市是一座历史文化名城。始建于东汉初平三年(192年),有六千多年的文明史、一千八百多年的建城史;1994年,被命名为历史文化名城,文脉绵延流长,有江南地区保存的古代州级城池衢州府城、全国重点文物保护单位衢州府城墙,复建的天王塔院、文昌阁等历史文化古迹。衢州是圣人孔子后裔的世居地和第二故乡,是儒学文化在江南的传播中心,历史上儒风浩荡、人才辈出,素有“东南阙里、南孔圣地”的美誉,位于市区的衢州孔氏南宗家庙是全国仅有的两座孔氏家庙之一;境内有根宫佛国文化旅游区、江郎山廿八都旅游区等5A级景区,此外还有江郎山等世界自然遗产。
文字只能描述,而视频却能生动展现!点击播放我们的精密无缝钢管丰富的行业经验产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:精密无缝钢管丰富的行业经验的图文介绍

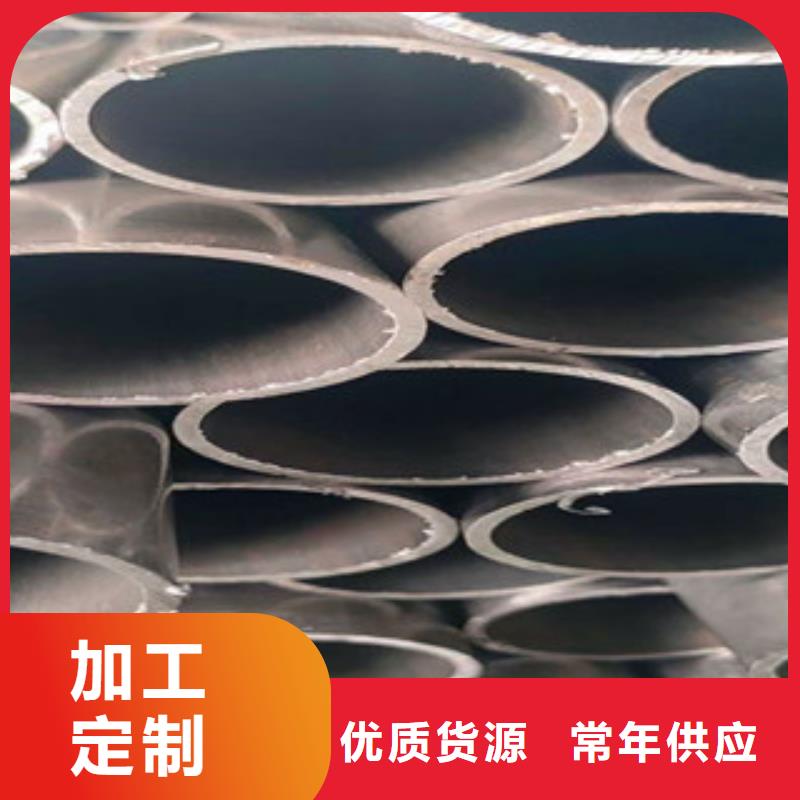
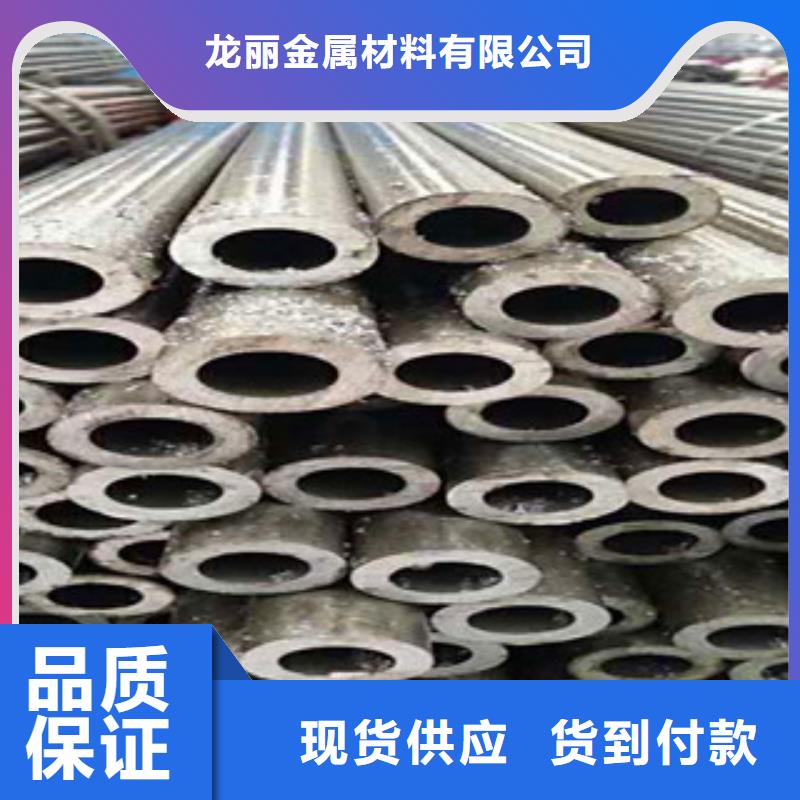
衢州20CR精密管
龙丽金属材料有限公司
质量牢靠严选用料
衢州20CR精密管的详细介绍
货源报价免费安装

龙丽金属材料有限公司成立多年,公司聚集了一批行业人才公司有能力,有信心为广大客户提供合格的 浙江衢州20CR精密管服务。



生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。


总结 今年在浙江省衢州市购买精密无缝钢管丰富的行业经验有了新选择,龙丽金属材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的精密无缝钢管丰富的行业经验产品。如需购买或咨询,请随时联系我们,联系人:王立勇-13863560558,QQ:1399892158,地址:东昌府区开发区蒋官屯街道办事处前屯工业园。