您的位置>首页 >金华本地每News >
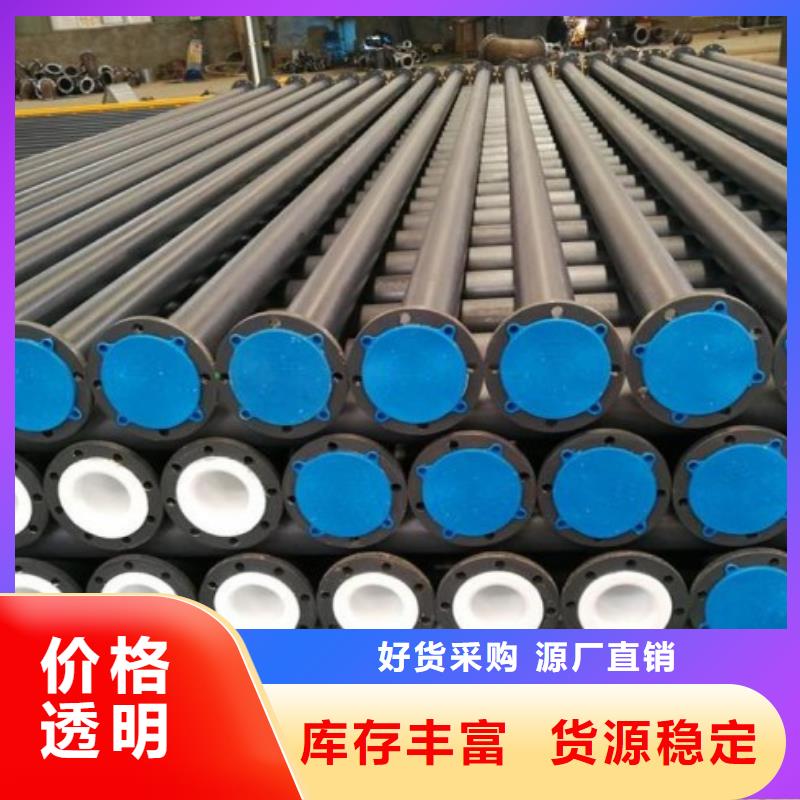
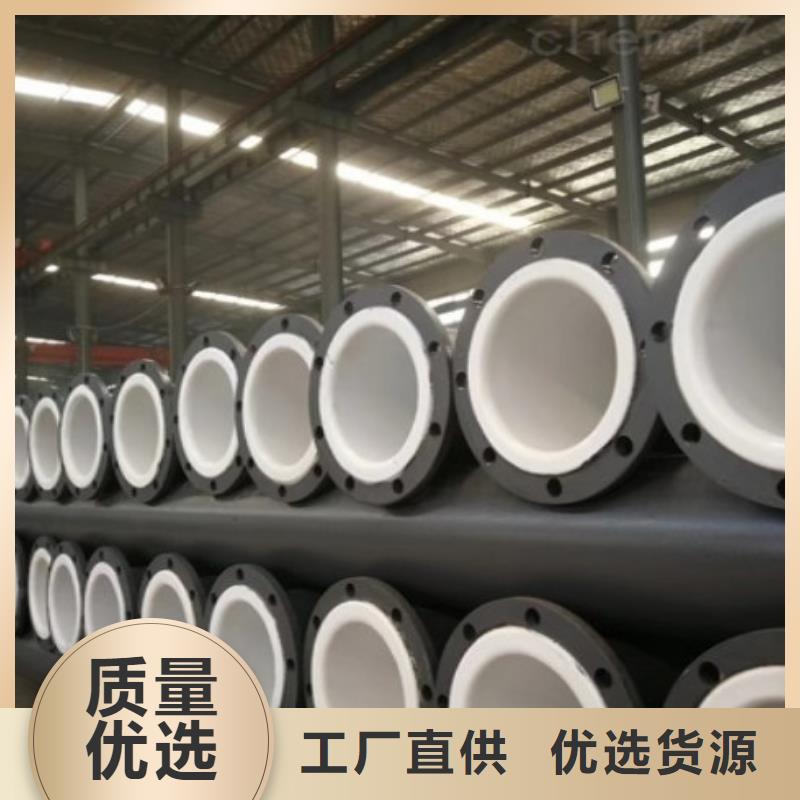
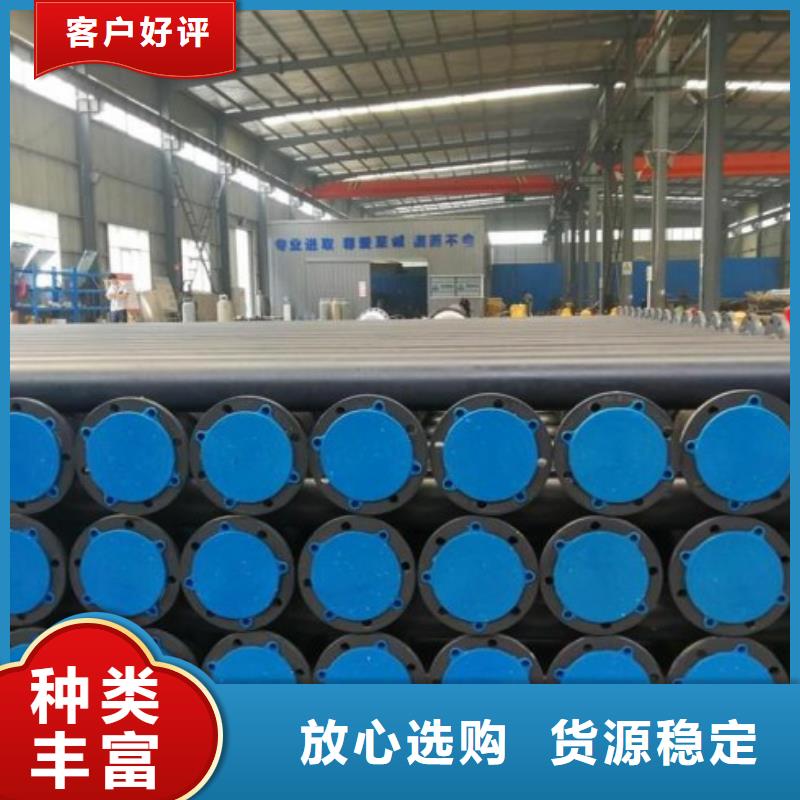
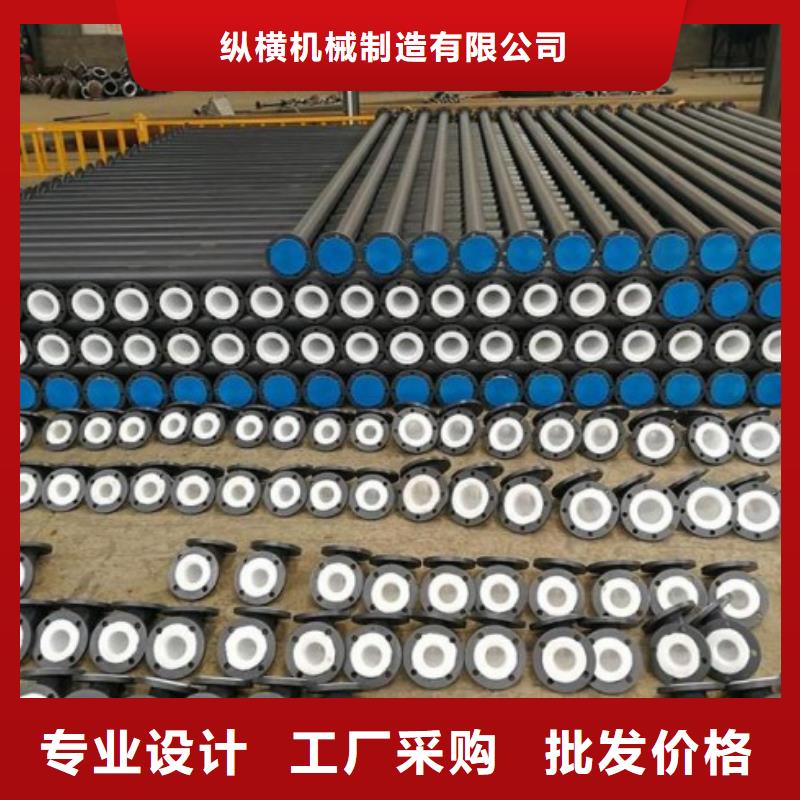
衬塑管道,衬塑钢管采购
更新时间: 2025-05-24 15:28:38 ip归属地:金华,天气:多云,温度:17-26 浏览次数:5
以下是:衬塑管道,衬塑钢管采购的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 厂家/产地 | 纵横机械/洛阳 |
|---|
| 主要材料 | 碳钢20# |
|---|
| 衬里材料 | 塑料粉未 |
|---|
| 衬里厚度 | 4-10mm |
|---|
| 产品规格 | 按要求订做 |
|---|
| 生产工艺 | 法兰连接 |
|---|
| 适用温度 | -60~100℃ |
|---|
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
|---|
| 检测电压 | 5KV-30KV |
|---|
| 执行标准 | HG20536-93 |
|---|
| 应用领域 | 化工、环保、冶炼、电力等行业 |
|---|
以下是:衬塑管道,衬塑钢管采购的图文视频
导读 在浙江省金华市采购衬塑管道,衬塑钢管采购请认准纵横机械制造有限公司(金华分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:薛经理-18762195566,QQ:3372338515,地址:空港产业集聚区)。 浙江省,金华市 金华市,古称婺州,是浙江省辖地级市,长江三角洲中心区城市,位于浙江省中部,东邻台州市,南毗丽水市,西连衢州市,北接绍兴市、杭州市,总面积10942平方千米。地处金衢盆地东段,为浙中丘陵盆地地区,地势南北高、中部低,属亚热带季风气候,四季分明,雨量充沛;截至2021年底,全市下辖2个区、3个县,代管4个县级市,市政府驻婺城区。截至2022年末,全市常住人口712.7万人。
想要真正了解衬塑管道,衬塑钢管采购产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:衬塑管道,衬塑钢管采购的图文介绍


衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过高和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。



纵横机械制造有限公司(金华分公司)位于空港产业集聚区,主营行业是 衬四氟管。我们始终坚持诚信和让利于客户,坚持用自己的服务去打动客户。您如果对我们的 衬四氟管产品感兴趣的话,可以直接在线提交采购信息。欢迎各界朋友莅临参观、指导和业务洽谈。


加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。


总结 纵横机械制造有限公司(金华分公司)【18762195566】在浙江省金华市本地专业从事衬塑管道,衬塑钢管采购,价格低,发货快,效果好 (浙江省 杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 婺城区、金东区、武义县、浦江县、磐安县、兰溪市、义乌市、东阳市、永康市)可送货上门。