




止水铜片的选购,和其他建筑材料一样,信阳止水铜片都需要提前购买,且做各方面的比较。这其中,除了价格的比较之外,更重要的是质量的把控。因为止水铜片的质量,可以直接影响到整个工程的系数以及使用寿命。众所周知的是,水工项目几乎都是属于 基础建设工程,若一旦由于质量问题引发隐患造成经济甚至人员的损伤,那么很有可能受到相应的惩罚。因此,在购买止水铜片的时候,需要格外小心其物理质量,同时也需要关注施工情况。那么。在购买止水铜片的时候我们具体需要注意哪几点呢?
:是否是真的止水铜片,要避免购买到劣质产品
第二:购买时间期限的掌握问题,根据工期以及开工时间而定
第三:物流、包装问题
对于铜止水片的质量问题,我们需要在购买以及验收货物的时候,自己检测一下(当然,有经验的话,基本上看几眼就可以确定真假)。为了着想,以防是镀铜产品,可以用稍微尖锐一点的东西,划一下产品的表面。因为止水铜片的原材料为紫铜,若为真品,划开里面的颜色应该为紫红色,因此止水铜片又被称为紫铜止水。另外一种检验方法原理差不多,不过这种方法检验结果更加。就是用切割东西,切下一小段,检验切口是否为紫铜或紫红色即可。
对于购买期限的掌握,遇到很多负责人,希望当天订货,当天就可以发货。但是其实行业人士都知道,不同的工程设计,止水铜片的规格、型号都是不同的,都需要根据图纸加工生产。所以时间一般都比较长,特殊情况下,可能几天就可以但是一般都需要一周甚至更久。所以,负责人在确定了项目所需要的规格型号以后, 提前半个月订货,不然有可能影响工程进度或开工时间。
紫铜止水的物流包装也是一个比较棘手的问题。有的采购为了节约几百块钱,选择不包装,但是这样的风险非常大。因为紫铜止水在出厂前的形状已经根据需要加工好,若是不经过包装,在物流过程中,很有可能被其他货物压变形,甚至报废,得不偿失。所以为了保险起见,在购买止水铜片的时候,都要求包装,防止物流过程中的损坏。
止水铜片的重量由于规格、型号不同,信阳止水铜片同样长度的止水铜片重量必然不同。但我们可以根据自己所需要订购的产品,大概计算其重量。止水铜片的重量计算方法,可以用密度*体积的方法。由于我公司提供的止水铜片是以含铜量99.9%以上的优质纯铜加工而成,因为直接以纯铜的密度8.9g/立方厘米计算。我公司提供的止水铜片长度一般为4m~6m,我们以4m长、300mm宽、厚度为1mm为例,这片止水铜片重量=长度*宽*厚度*密度=4000*300*1*8.9/1000克=10680克=10.68kg。因此,这种规格的止水铜片重量计算方法便可参照以上公式计算出大概的重量。若厚度、长度、宽度等有变化,修改相应的数字即可!
止水铜片和橡胶止水都广泛的应用于大坝止水,并且经常以设置两道止水的情况同时出现。那么,止水铜片和橡胶止水究竟能承受多大的水头呢?如果超出承受范围又该怎么设置制水系统?
止水铜片能承受水头在140米以内,超过140米以上,止水铜片会顺着水流方向发生弯折,更严重的会发生断裂。因此,在超过140米以后多设置两道止水或者采用复合铜作为其止水材料。而橡胶止水带只能承受100米高的水头。
止水铜片的安装和使用常识规范
核心提示:信阳止水铜片止水铜片的主要制作材料是铜质,具有比较好的韧性和耐性,用作防水材料不但可以实现理想的防水效果,还能够确保在长期的高强度使用下不会出现任何问题。
止水铜片的主要制作材料是铜质,具有比较好的韧性和耐性,用作防水材料不但可以实现理想的防水效果,还能够确保在长期的高强度使用下不会出现任何问题。
一、止水铜片不应该放置在温度很高或者阳光直射的地方,同理也是不可以放在潮湿处的,酸碱性、易燃易爆物更是要远离。
二、在运输和施工中,防止机械、钢筋损伤紫铜止水片。
三、施工过程中,止水铜片必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。
四、固定止水带的方法有:利用附加钢筋固定、专用卡具固定、铅丝和模板固定等。如需穿孔时,只能选在止水带的边缘安装区,不得损伤其他部位。
五、如果是需要大批量的采购,需要提前选择好款型,确定要使用的尺寸,异型结构要有详细的图纸。出厂时尽量确保紫铜止水片可以连接一体。
六、若是需要在施工现场连接止水铜片,电加热板硫化粘合、焊接等方式都是可以选择的。
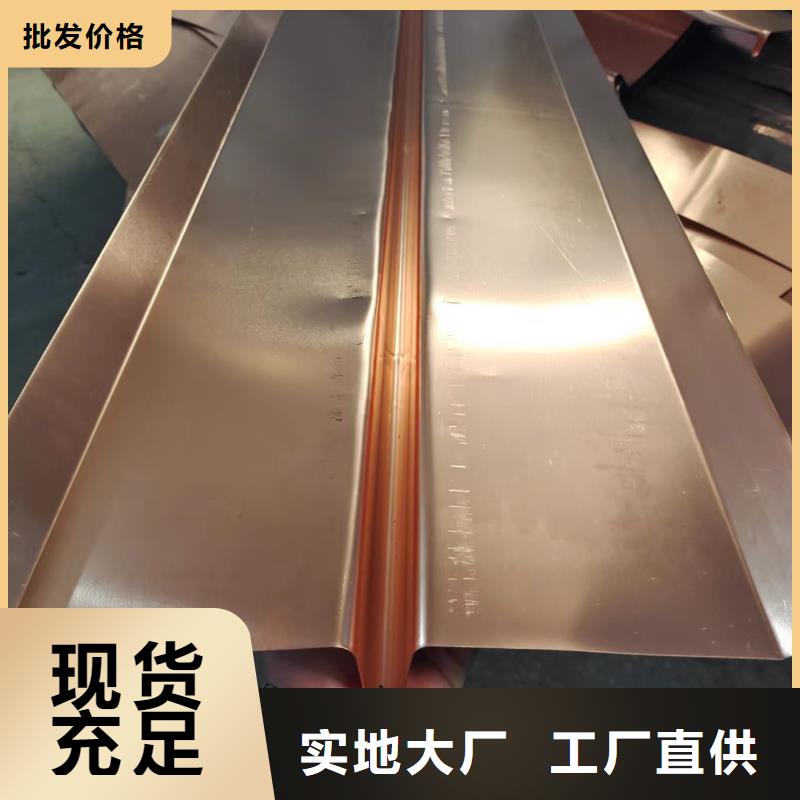
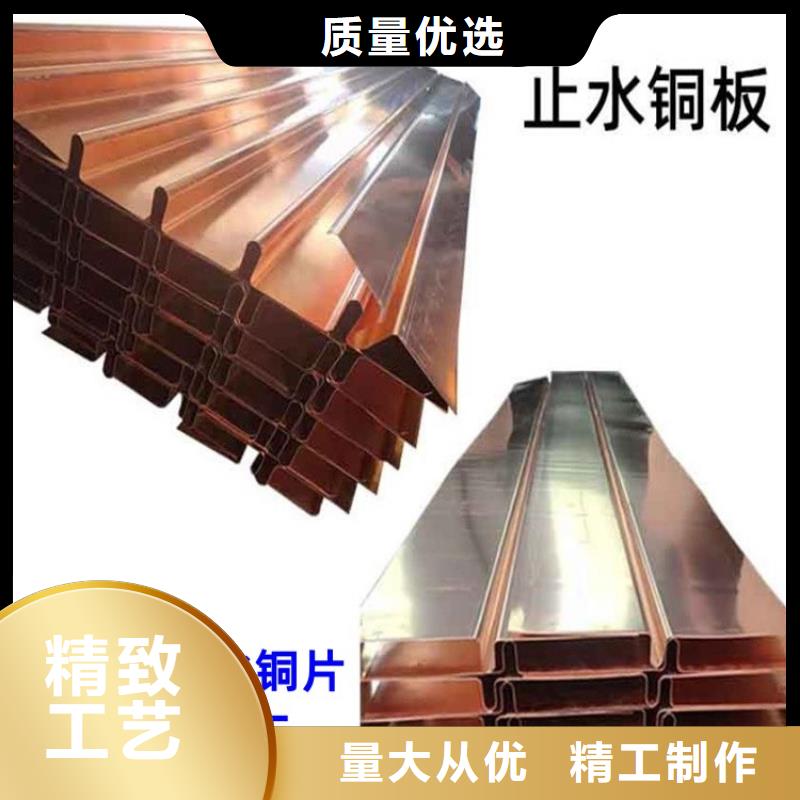
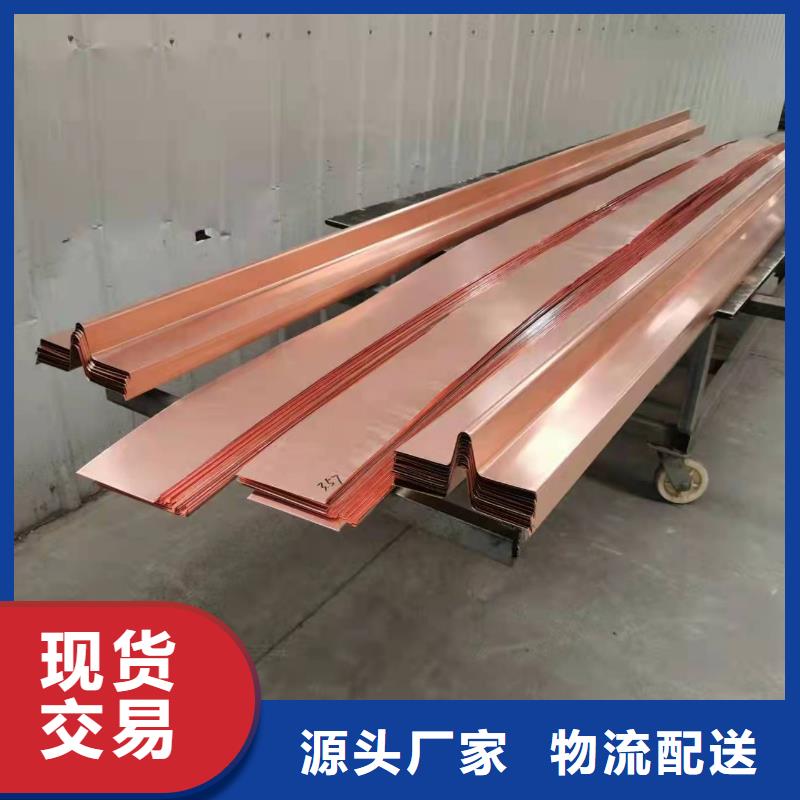
紫铜止水信阳止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,
