




通辽数控钢筋弯曲中心支持定制 <通辽>建贸机械有限公司
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。

注意事项:
1.锯带不涨紧,钳口不夹紧,不能启动锯床。
2.锯带折断或卡住时,机器应停止工作。
3.工作完毕后,要将机器清扫干净。
4.工作时,请注意,锯带运转时,大型立式金属带锯床,身体和手不要靠近机器。
5.长期不用,请在所有加工面上擦涂防锈油。
6为了提高锯带使用寿命,每次更新新锯条时,均应先进行跑合,即切割时头几个切口应采用低速,小的进给量,待齿尖部毛刺去除后,再按正常的切削参数进行切割。
金属带锯床的未来发展:
加工精度进一步提高。由于使用了先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,立式金属带锯床型号,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高金属带锯床的加工精度。

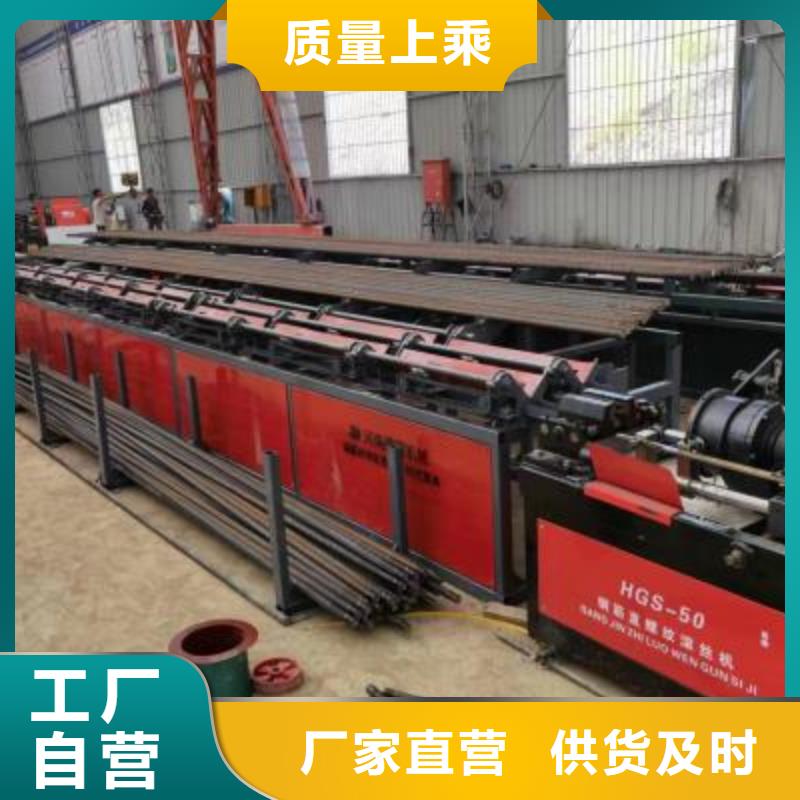
4、锯切生产线主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、辊道采用V型轮输送无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。

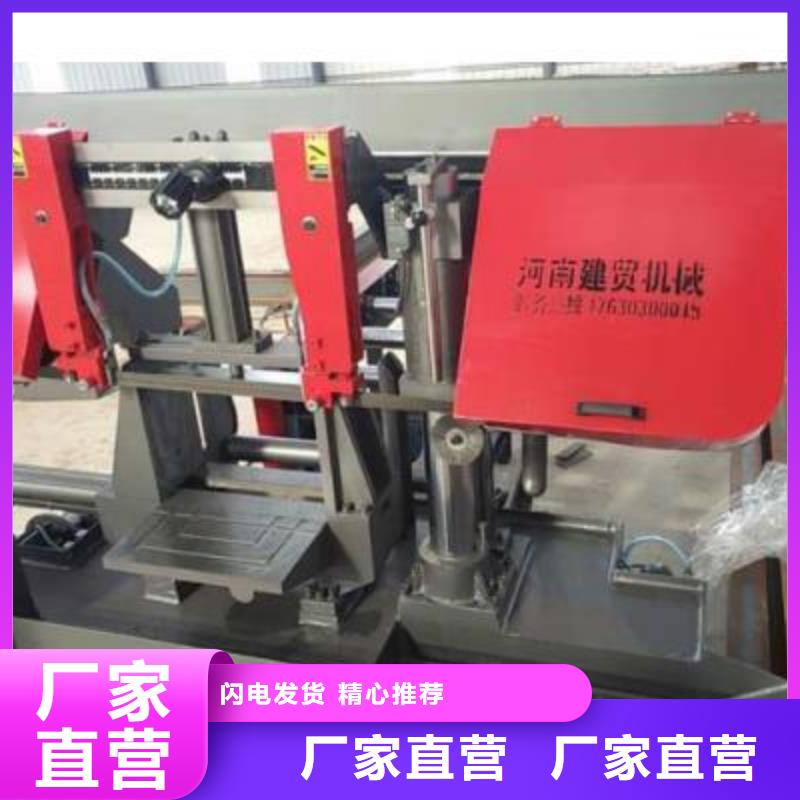
钢筋端面打磨机结构与功能可以分为电控系统、气动加持装置、铣削机构、自动加油机构等部分。
(1) 电控系统:选用国内品牌电器元件,保证电气平稳运行。
(2) 气动加持机构:由空压机和双加持缸及其附属元件组成,双气缸结构使加持更牢固,品牌空压机供气更稳定充足。
(3) 铣削机构:6刀头铣削头,水平方向采用无极调试电机,可根据钢筋规格进行调速。大功率铣削电机保证铣削迅速。
(4) 自动加油机构:可自动设定加油时间,无需担心忘记加油使机器寿命缩短。
4.主要技术参数
· 转速:1390 min 功率:3KW
· 电源:380V50-60HZ 重量:300KG
· 外形尺寸:长1100mm宽840mm高1350mm
