




2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。
3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
 <周口>建贸机械有限公司
<周口>建贸机械有限公司
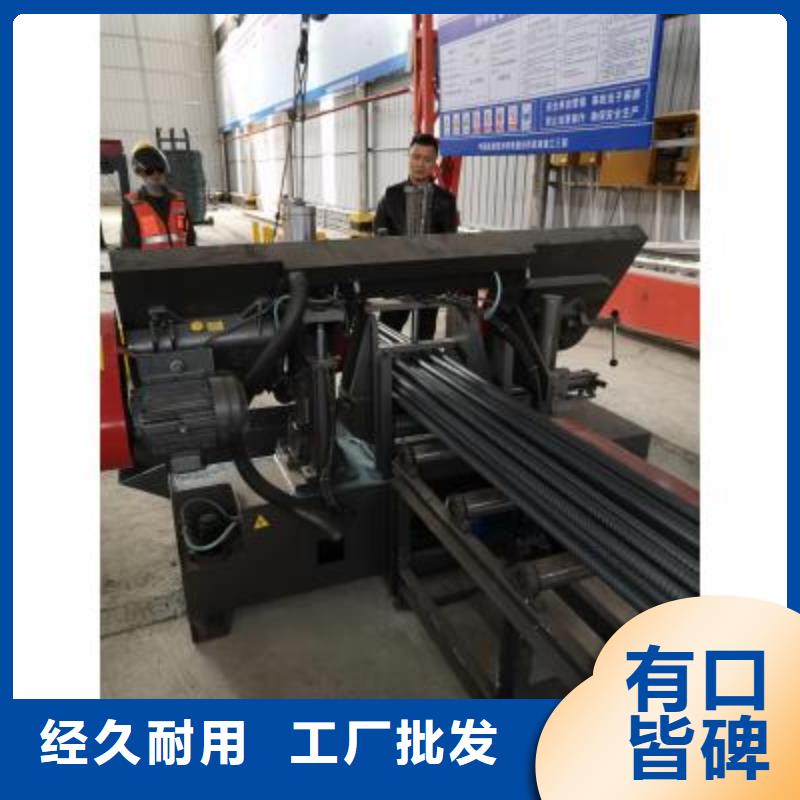
周口数控钢筋锯切套丝打磨生产线本机是一种主要针对棒料钢筋头部螺纹加工全自动一体化设备。能够将钢筋按照需要,自动完成钢筋端部螺纹加工工艺,并且在制作小直径钢筋时能通过镦粗工艺将钢筋头部墩粗,从而使钢筋的加工螺纹直径更大连接强度更高。同时完成套丝工艺后可对钢筋端部不平整的部位进行打磨工序。本机广泛用于建筑、高速公路等行业,适用于各种规格不同长度的钢筋套丝工作,对于规格多,批量小的钢筋切断工作更加适用。本机减少辅助劳动,做到加工出的产品螺纹标准,尺寸准确,效率高,是我们公司独立研发的具有自主知识产权的高科技产品,国内,安装简单,使用方便。总之,我们在设计上力求多样化,满足用户需要,简约有效,以降低成本,追求,为用户带来实实在在的效率和收益。
选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时
、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求:
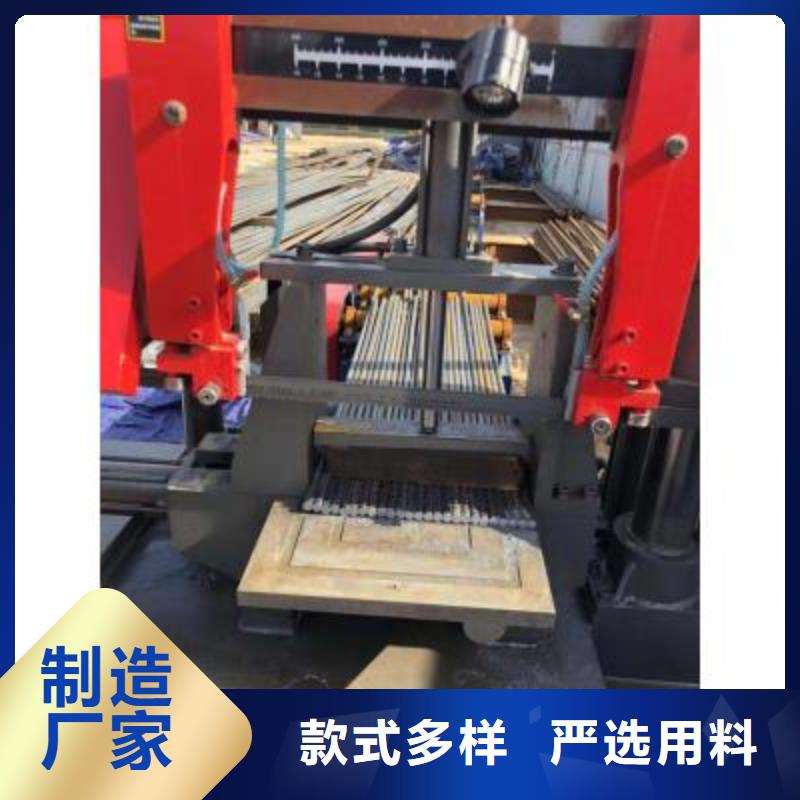
周口锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。周口钢筋锯床全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大锯切过程中,钢筋不会转动减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。
 周口钢筋锯切镦粗套丝打磨生产线口碑好
周口钢筋锯切镦粗套丝打磨生产线口碑好
