









球墨铸铁管配件压力试验完毕,不得再球墨铸铁管上进行修补。建设单位应参加压力试验,压力试验合格后,应和施工单位一同按规范规定填写球墨铸铁管系统压力试验记录。(2)压力试验前应具备的条件:1)试验范围内的球墨铸铁管安装工程除涂漆,绝热外,已按设计图纸全部完成,安装质量符合有关规定。2)球墨铸铁管上的膨胀节已设置了临时约束装置。3)试验用压力表已校验,并在周检期内,其精度不得低于1.5级,给水球墨铸铁管表的满刻度值应为被测压力的1.5~2倍,压力表不得少于2块。4)符合压力试验要求的液体或气体已经备齐。5)按试验的要求,怎样区别无缝钢管材质球墨铸铁管已经固定。6)对输送剧毒流体的球墨铸铁管及设计压力大于等于10MPa的球墨铸铁管,在压力试验前,下列资料已经建设单位复查:A,球墨铸铁管组成件的质量证明书;B,球墨铸铁管组成件的检验或试验记录;C,管子加工记录;D,焊接检验及热处理记录;E,设计修改及材料代用文件。待试球墨铸铁管与无关系统已用盲板或者采取其他措施隔开。待试球墨铸铁管上的安全阀,球墨铸铁管-球墨管-球墨铸铁管厂家-青岛金源达管业有限公司 板及仪表元件等已经拆下或加以隔离。试验方案已经过批准,并已进行了技术交底。水压试验的程序,步骤,方法水压试验的程序,步骤,方法如下:连接。讲试压设备与试压的球墨铸铁管系统相连,试压用的各类阀门,压力表安装在试压系统中,在系统的 点安装放气阀,在系统的 点安装泄水阀。
球墨铸铁管配件的维护保养可以说要一直从其选型开始,在项目开工前我们***应该对所需要用到的部件,如管材件、胶圈、弯头等***行一次肉眼目测的外观检查,避免使用带病的部件。第二个保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。另外,如果项目所采用的球墨铸铁管在质量上***符合***标准,那么我们应该注意胶圈、焊接等的交直流两用。球墨铸铁管作为一项改善施工环境的新型管材,只有应用得当,产品质量过硬,才能减少安装项目中的不必要麻烦,日后的维护保养工作也相对容易些。球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气、输油等。是供水管材的***,具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;从密闭性和防腐性上来看,球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。球墨铸铁管的优点:在中低压管网,球墨铸铁管具有运行安全可靠,破损率低,施工维修方便、快捷,防腐性能优异等.球墨铸铁管的缺点:球墨铸铁管的连接受人为因素如操作水平、责任心等影响较大,施工方面不如PE管便捷。PE管的优点:PE管具有良好的耐腐蚀性其抗无机物性能比金属管强得多,在埋地敷设时不需要防腐,施工方便。小口径PE管在性能价格比上优于钢管和球墨铸铁管。PE管得缺点:苯、汽油、四氯化碳等有机溶剂对聚乙烯有一定得影响。有机溶剂如果渗入聚乙烯内,会出现溶胀现象,其物理性能***下降,其耐压性、耐温度变化性能较差。球墨铸铁管与普遍铸铁管的优势体现:球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今世界***先进工艺,不同工艺球墨铸铁技术性能不同。它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,球墨铸铁管在中、小口径的给水管中已普遍采用。有这些所有的优势可以看出球墨铸铁管的特性和普遍铸铁管的特性有很大的优势。从而可以看出球墨铸铁管行业是有这***的优势的。
下列因素会影响球墨铸铁管孔径的大小:
1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。
2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。
3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。
4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。
5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵消除缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。
6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。
7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。
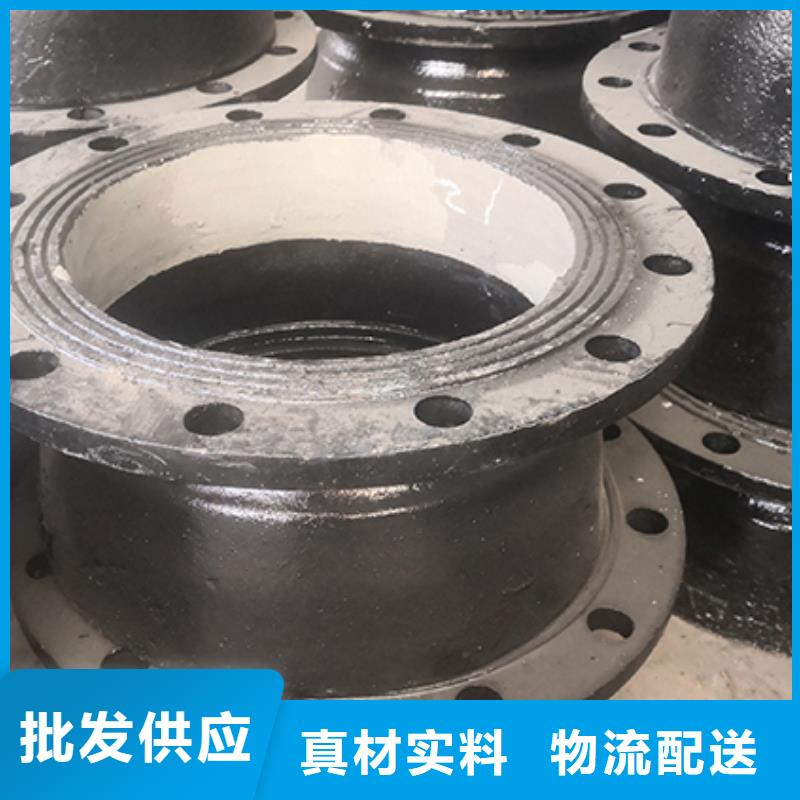
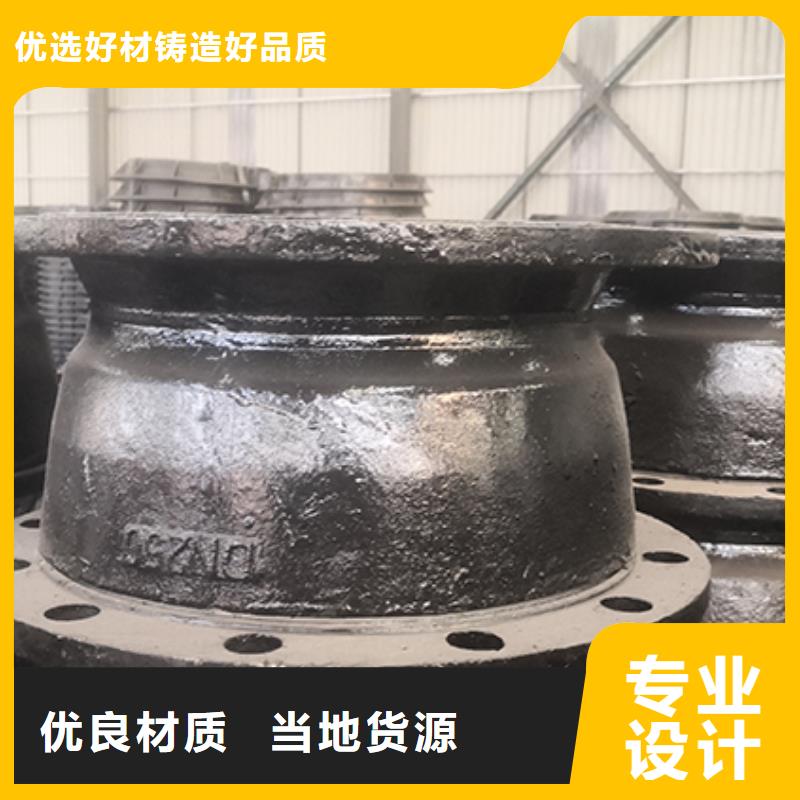
球墨铸铁管配件
球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。
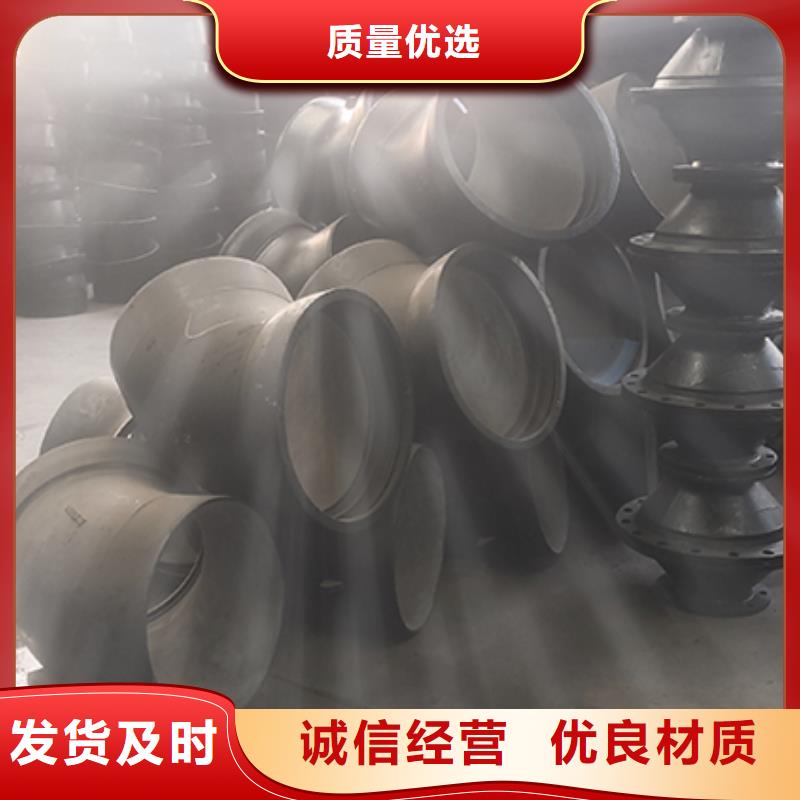
球墨铸铁管配件
