




我们的螺旋管热轧等边角铁款式多样视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:螺旋管热轧等边角铁款式多样的图文介绍
聚力群达金属材料(庆阳市分公司),厂家占用面积12000/㎡工厂房,拥有各类员工达100余人,设备高达30于套,经济实力雄厚,实现了生产【镀锌方管】的现代化。厂家采用世界的先进技术,拥有各种先进的【镀锌方管】制造加工设备。



9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、甘肃庆阳当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。



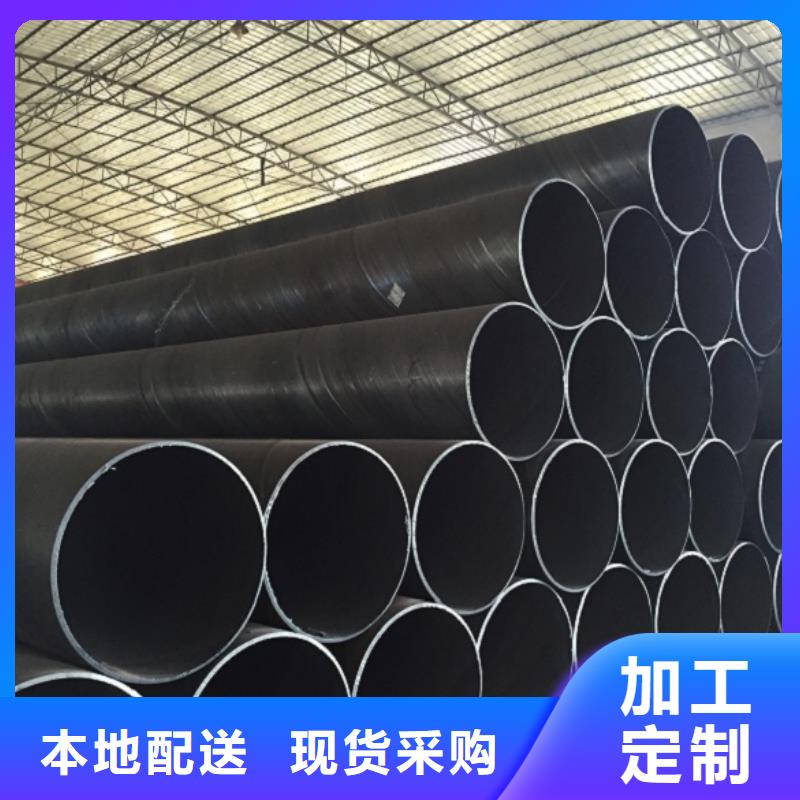
螺旋管是现在用的比较普遍的一种钢管材料。这种材料所具备的优势非常多。首先优势就是生产工艺相对比较简单。这就直接使得这种钢管产品能够在一定的条件之下进行迅速大批量的生产,从而可以满足市场上巨量的产品需求。这种产品本身拥有生产效率高的特点。所以在一定程度上可以使生产这种产品的成本得到降低,从而使得使用者不必要付出太高的代价就可以大量的购买和使用。这种钢管材料现在生产发展的速度非常的快,已经被化工行业、甘肃庆阳附近冶炼行业、甘肃庆阳本地建筑企业等诸多行业使用。



在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。



螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、甘肃庆阳附近剪边、甘肃庆阳同城刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
