


精心打磨的产品视频已准备就绪,它将带您深入镀锌管镀锌型材发货及时的魅力世界,让您重新发现产品的无限可能。
以下是:镀锌管镀锌型材发货及时的图文介绍


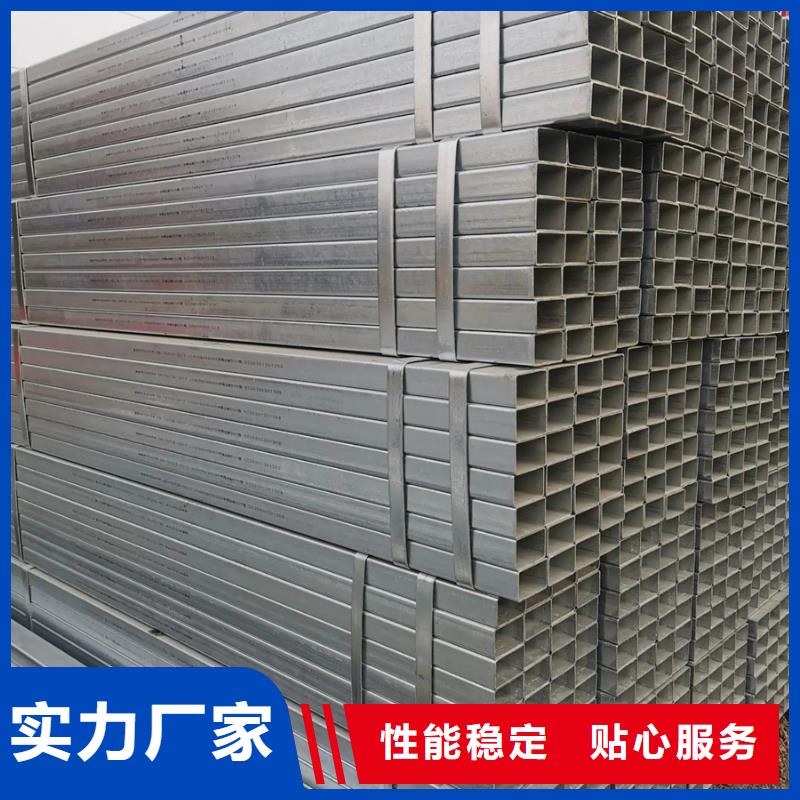
镀锌管无论涂层质量好坏,涂层是镀锌无缝管生产中的关键工序。 直接影响到镀锌无缝管装饰设计的实际效果。影响镀锌无缝管涂层质量的关键因素有四个。自然通风特性保证了镀锌无缝管的涂层表面质量不会受到环境的污染。此外,加工工艺标准因温度变化而立即发生变化。建筑涂料原料和镀锌无缝管是整个涂装过程中影响涂装质量的要素,因为建筑涂料批号中间存在偏色现象,建筑涂料的粒径不足,涂料率不高。 溶剂和分层的协调性不好,会立即影响涂料的实际效果,造成缺点。合金铝板的凹凸不平、膜厚不均、边缘拉伸应变不良也会立即影响产品质量和整体应用。因此,在选择原料时,应严格控制。机械设备涂装线规定涂装机械设备完好,镀锌无缝管涂装机械设备运行平稳,不得有水平和垂直振动,要求涂装辊仔细地面。涂布机的所有辊子都是水平的,振动必须控制在允许的范围内,否则会严重影响涂布表面的质量。



苏沪金属制品有限公司(马鞍山分公司)始建于2018年,厂家现位于安徽马鞍山工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【09CrCuSb钢管】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【09CrCuSb钢管】企业。



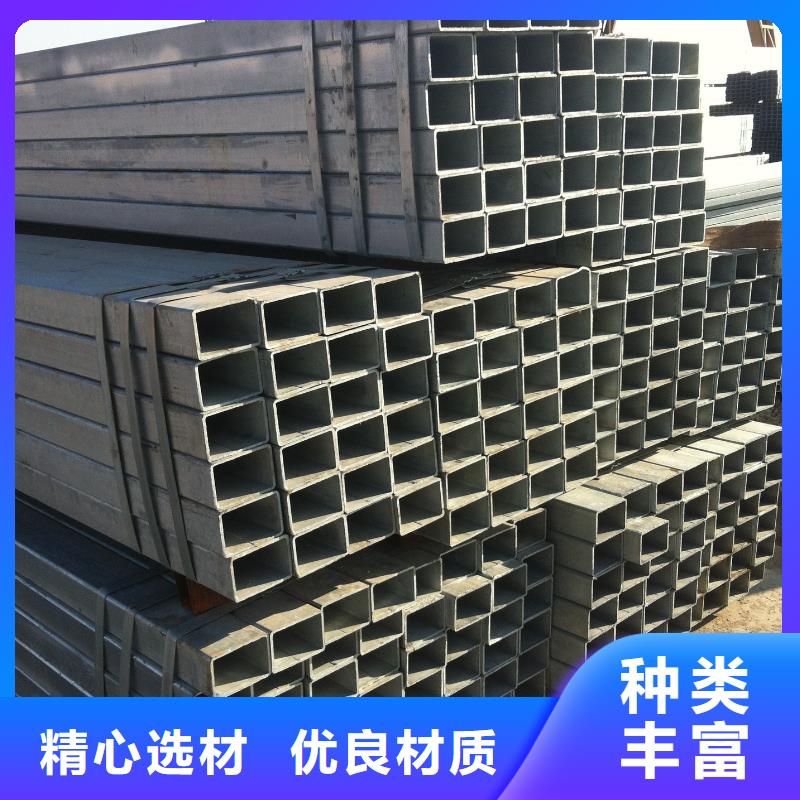
镀锌管加工时当钢带的头尾对接焊缝较大时,如果在过成形时处理不当,很容易造成较大的错位。由于未切割钢带的头部和尾部的形状和尺寸精度较差。 螺旋钢管是以带钢卷材为原料制成的。 它是采用自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,常采用温挤压成型。 原材料为带卷、焊丝、焊剂。 投入使用前必须经过严格的理化检验。 带钢头尾采用单丝或双丝埋弧焊对接,卷成钢管后采用自动埋弧焊补焊。 成型前对带钢进行校平、修整、刨平、表面清理、输送和预弯。 Q345B镀锌钢管采用电接点压力表控制输送机两侧油缸的压力,保证带钢输送顺畅。采用外控或内控滚压成型。采用焊缝间隙控制装置,保证焊缝间隙满足焊接要求,严格控制管径、错位量和焊缝间隙。 内焊外焊均采用美国林肯焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。 焊缝全部采用在线连续超声波自动损伤仪检测。保证100%的螺旋焊缝无损检测覆盖率。 如有缺陷,自动报警并喷标,生产工人可随时相应调整工艺参数,及时缺陷。 使用空气等离子切割机将钢管切成单件。


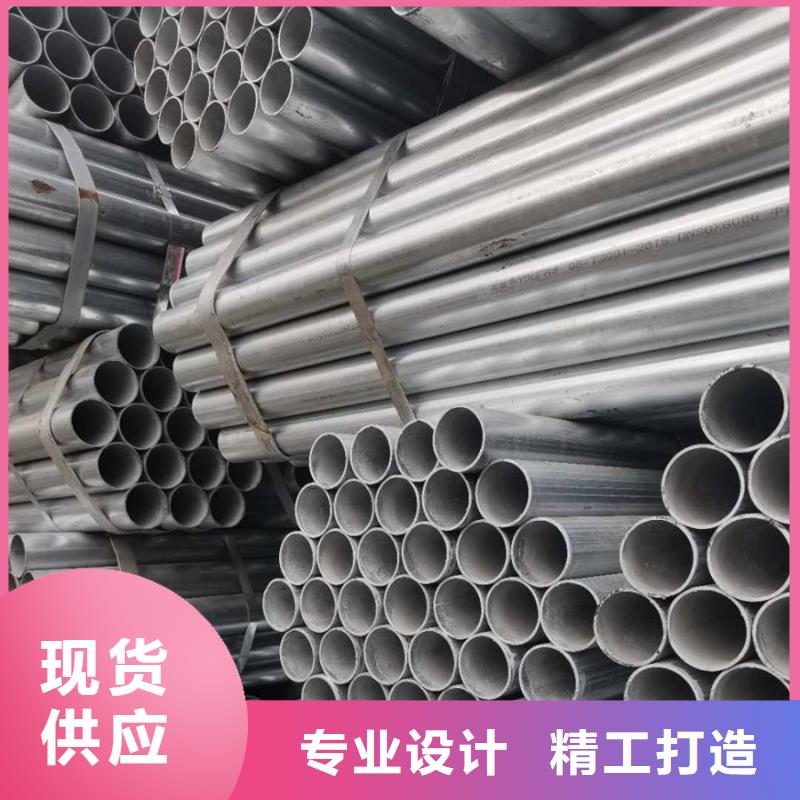
镀锌管件调质后,视角仍然偏高,二次淬火测量需要提高20~50℃。否则,视角将难以上升。镀锌方管件经过超低温淬火后,简单的设计已经被油冻住了,而且很容易被水冻住。方法是避免反映其三种淬火延展性。对于淬火和快速冷却后的工件,在不需要时应进行去应力处理。 反映调质工件的质量,操作人员的水平是关键因素,调质前的设备、材料、生产加工等多方面原因。 我们认为,工件从热处理炉迁移到冷冻罐正在进行快速湍流,工件进水量的测量已经下降到Ar3零边界点以下,导致产生所有人员,工件丢失 热处理结构不完整,满足无视角要求。由于整个机械冰冻液的独特开发,各大手游大作都会以冷时为主。装炉工件数量要合理,以1~2层为宜。工件的重叠会导致加热不均匀,导致视角不均匀。工件应放置在离水一定距离的位置,工件应靠近水汽膜进行分解,导致工件的面对面视角降低。



