

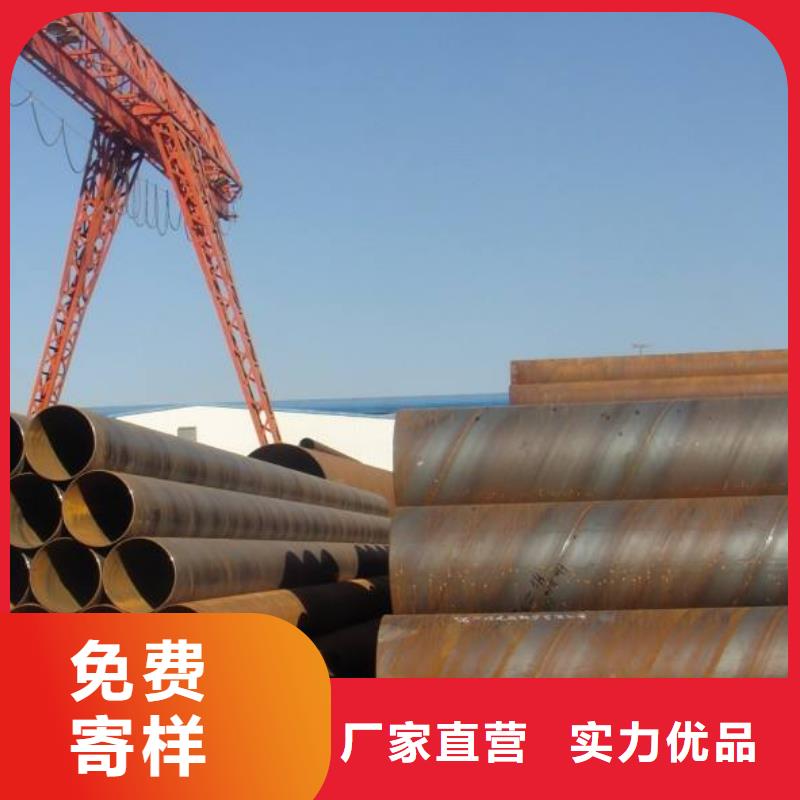


我们的螺旋管-合金钢管源头实体厂商视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:螺旋管-合金钢管源头实体厂商的图文介绍
聚力群达金属材料(通化市分公司)视客户为长期伙伴,共同发展,只重信誉,不挑客户,当客户有需要时,为客户提供个性化定制 镀锌方管、顾问式服务:售前支持、售中和售后为客户降低成本、节省时间和优化 镀锌方管产品。



螺旋管标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、本地天然气的管线;承压 流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成 型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、本地空气和蒸汽等一般低压流体输送用埋弧焊钢 管 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、附近也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、当地GB/T9711.1-1997(国标、本地也叫石油天然气工业 输送钢管交货技术条件 部分:A级钢管)、API-5L(美国石油协会、当地也叫管线钢管)、本地SY/T5040-92(桩用螺旋缝埋弧焊钢管)
螺旋钢管的检验工艺技术如下:原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——终检验



螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、附近剪边、同城刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。



螺旋管是一种容易受腐蚀的产品,在使用螺旋管的过程中必须加以防腐,以延长其使用寿命。但是区域不同防腐螺旋管的做法也不尽相同。在我国南方地区,也就是人们常说的长江以南地区,空气潮湿,也就是化学中说的析氢腐蚀,水分是使铁容易生锈的物质之一,只有当空气中的氧气溶解在水里时,氧在有水的环境中与铁反应,才会生成一种叫氧化铁的东西,这就是铁锈。铁锈是一种棕红色的物质,它不像铁那么坚硬,很容易脱落,一块铁完全生锈后,体积可胀大8倍。如果铁锈不除去,这海绵状的铁锈特别容易吸收水分,铁也就烂得更快了。所以在我国南方地区受潮湿气候的影响,螺旋管防腐必须选用重防腐。



做为向工业强国迈进的中国来说,各项技术要求也逐步提高,螺旋管是中国工,农业建设中不可缺少的主力军,各行各业对螺旋管的技术要求也越来越严格,相对于生产厂家来说螺旋管各方面护理工作也要提高。
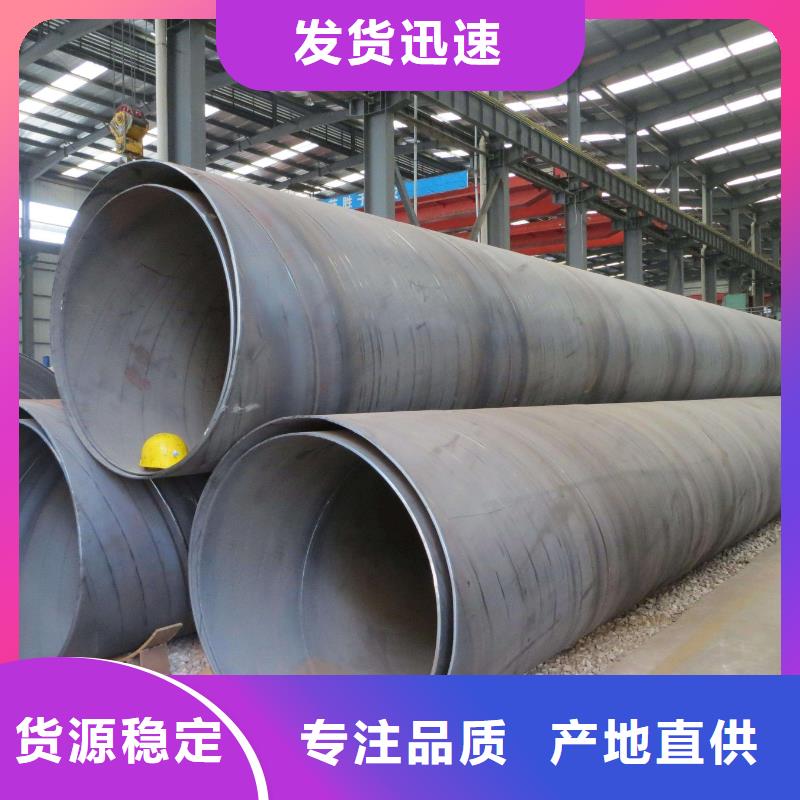
螺旋钢管的存放方法,会影响它的使用寿命
螺旋钢管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
