


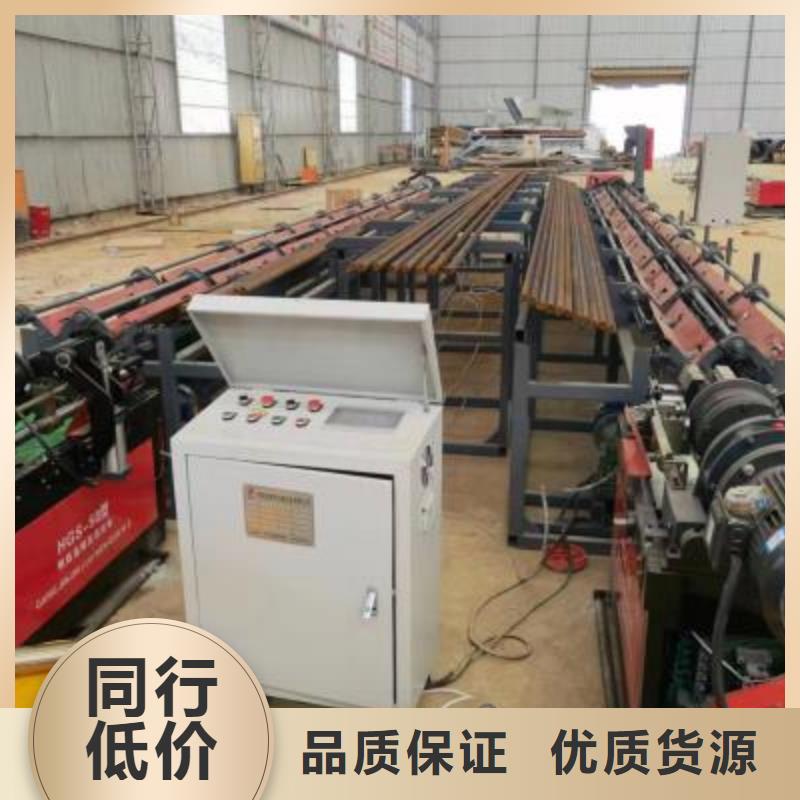


贺州数控钢筋锯切套丝生产线介绍:贺州数控钢筋锯切套丝线,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,钢筋锯床套丝,贺州全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。2, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。

配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
可更换新刀片。滚丝轮滚轧一定数量的丝头后,因磨损或牙形损坏,不能滚轧出合格丝头时,应更换新滚丝轮。更换新滚丝轮时,调整螺距的垫圈务必安装正确,否则不能使用。1)无冷却液时严禁滚轧加工螺纹。2)冷却液务必用水溶性切削液,严禁使用油性溶液,更不可用油代替。天气寒冷地区在施工完后应将切削液放出,冻坏冷却系统。3)待加工的钢筋端部应平整,必须用无齿据下料。且在端部500mm长度范围内应圆直,不允许弯曲,不允许将气割或钢筋切断机下料的端头直接加工。4)在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。5)滑杆及滑板应经常清理并涂机械润滑油。6)铁屑应及时清理干净。(应在断电状态下清理)。7)冷却液应半月清理一次。

3、 锯架:为板焊件,用以安装联接主传动装置、锯带张紧机构及锯带导向机构。
4、 主传动:主传动采用蜗轮传动方式,它是由主电机、蜗轮箱及锯轮组成,主要用于传递扭矩,驱动带锯条回转,以实现切削运动,通过皮带轮上的皮带,可以变换实现三档切削速度,以适用不同材质工件的切削要求。
5、 锯带张紧机构:由从动轮、张紧座、丝杆和滑块组成,可通过扳手转动丝杆,以移动滑块带动锯轮来实现带锯条的张紧,使带锯条和锯轮轮缘之间形成一定的压力,产生足够的摩擦力来带动带锯条作旋转运动。
锯带导向机构:由导向座、导向杆、导向头、导向块、背部合金座及合金片组成,带锯条通过导向头,以达到带锯条保持其无扭
1、 曲的原始状态;背部合金座和合金片与带锯条的背部和侧面紧紧相贴,将带锯条摩擦降低到 限度;导向杆安装在导向座中,可上下滑移,以适应切削不同厚度的胚件时,达到上、下导向头保持短的距离,使柔性的带锯条即增强了刚性,又得到了恰当的柔度,以延长带锯条的使用寿命。
贺州数控钢筋剪切生产线产品特点:1、剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高;2、液压式剪切系统,故障率低,可靠性高,剪切能力强;3、多挡板设计,定位速度快,效率高;4、双向收料机构,成品存放量提高一倍;5、配置套载,可大大提高材料的利用率;6、控制系统:汇川PLC,汇川变频器,威伦触摸屏。技术参数配置:剪切钢筋直径范围:Φ12~40mm;剪切长度范围:1~12m;剪切精度:±5mm;剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28m×3.3m×2.5m 电控系统:380V,50~60HZ 液压系统:系统压力31.5Mpa,液压站电机18.5KW剪切能量表(三级钢,57kg/mm2)(注意:剪切钢筋数量要在能量级以内)

