

想要深入了解12cr1mov角钢电力项目产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:12cr1mov角钢电力项目的图文介绍

苏沪金属制品有限公司主要生产: 山东09CrCuSb钢管产品,拥有完整、科学的质量管理体系。公司始终坚持“质量为本 打造诚信企业”的经营理念,公司的诚信和 山东09CrCuSb钢管产品质量获得广大客户的认可。欢迎各界朋友莅临参观、指导和业务洽谈。 我们以“顾客为先、质量为重、不断改进、完善服务”为方针,训练有素的制作员工队伍,热情周到、方便及时的售前、售后服务,使我们赢得越来越多的客户和市场,也使得我们有信心与贵公司携手并进,开创未来。不断追求、推陈出新、坚持做好 山东09CrCuSb钢管产品坚持质量,为客户做一些实实在在的事情,竭诚欢迎各界朋友来我厂考察指导!



山东Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:山东型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。



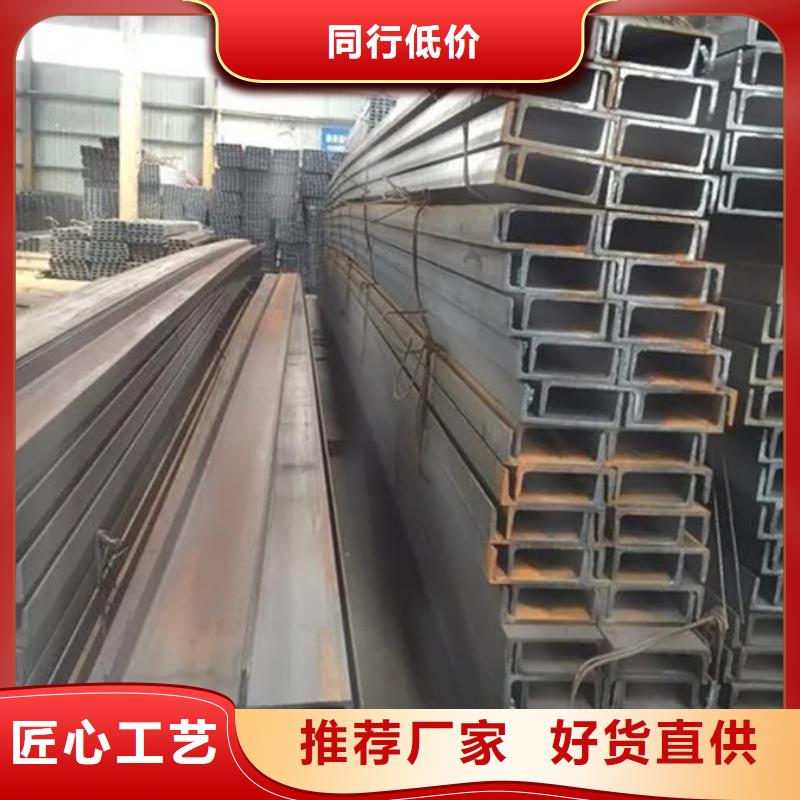
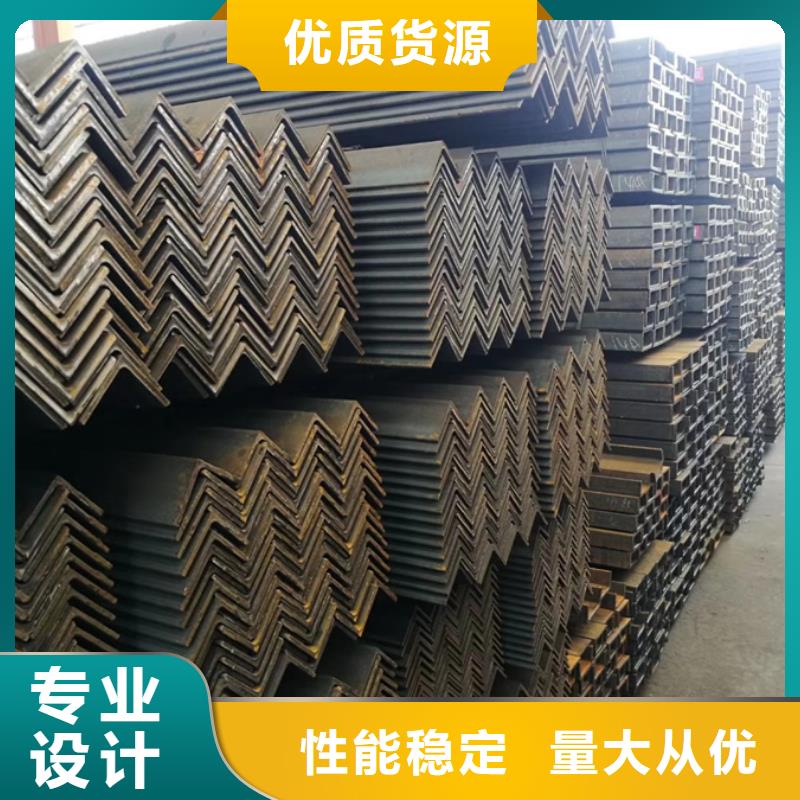
近年来,随着我国电网特高压“五交八直”和“五纵五横”规划项目的实施,对当前的输电铁塔建设提出了更高的要求。以往的铁塔多采用肢宽在200mm以下、肢厚小于20mm的角钢,由于其单根构件承载能力较低,导致铁塔主材不得不采用双拼或多拼组合角钢。但采用此类组合截面的角钢会存在山东角钢间受力不均匀、实际承载力低于理论值、施工难度大等缺点,不仅提高了工程的造价,还会埋下一定的隐患。因此,为确保此类重要线路的正常运行同时兼顾经济性要求,国内外的特高压线路铁塔工程现已逐步改用高强度大规格角钢构件来替代双拼或多拼组合角钢构件。山东型材采用大角钢作为输电铁塔等结构中的主要受压构件,相比于采用多拼组合角钢构件,具有整体性好、加工安装简便、运输容易等优点,是电力建设的一个重要发展方向。目前对大角钢轴压构件的少量应用表明,大角钢的承载力明显高于现行设计规范的计算值。然而大角钢的稳定承载力应如何合理计算,尚需进行更为深入的研究。
