







土工公司所生产塑料盲沟生产工艺严格,制造精细。采用该淬火工艺往往需要对塑料盲沟管的弯制母管实行专门的设计,例如针对弯制设备和弯制工艺参数的不同,适当调节母管的化学成分。一、预试验阶段,步骤如下:1、将试压塑料盲沟管的压力降至大气压,并持续60分钟。这一时段内要没有空气进入该产品。2、停止注水补压并稳定60分钟。若60分钟后压力下降至试验压力的70%以下,则停止试压,并查明原因采取相应措施后再组织试压。二、主试验阶段,步骤如下:1、在预试验阶段结束后,迅速将塑料盲沟管泄水降压,降压量为试验压力的10-15%。每隔3分钟记录一次塑料盲沟管剩余压力,共30分钟。若这30分钟内试压产品剩余压力有上升趋势,则水压试验结果合格。3、如上30分钟内试压塑料盲沟管剩余水压无上升趋势,则再持续观察60分钟。如在整个90分钟内压力下降不超过0.02Mpa则水压试验结果合格。
塑料盲沟管是一种以合成纤维、塑料以及合成橡胶等为原料,经不同的工艺方法制成各种类型、多功能的土工材料产品,其具有以下的性能指标:1、纵向抗拉强度:KN/50cm,≥1.02、纵向伸长率(%):≥123、横向抗拉强度:KN/5cm,≥0.84、横向伸长率(%):≥125、塑料盲沟管的圆球顶破强度(KN。其开挖要选择能充分疏排水的部位,塑料盲沟管规格为40*40cm的槽沟,集水井设置在地势较低容易集水的地方,并且间隔距离要合理,集水井做好后,井内径规格一般为1*1*1m。
塑料盲沟生产工艺介绍,怎么样裁切成品塑料盲沟管。锯割时将塑料盲沟管夹持在管子台虎钳(又称管压钳)上,锯割过程中要始终保持锯条与管中心线垂直,若发现锯口歪斜,可将锯弓反方向偏移,待锯缝回复原线后再扶正锯弓继续锯割,锯割较大的塑料盲沟管时可适当地向锯口处滴入机油以减少摩擦力。为切割断面与镀锌管中心线垂直,锯割前需沿垂直于镀锌管中心线方向,先用样板划好镀锌管切断线。后需要注意的是:快要锯断时,锯割速度要减缓,力度要小,必须用锯断的方式而不能剩余一些用折断来代替锯割,以免塑料盲沟管变形而影响螺纹的套制及安装质量。
塑料盲沟生产工艺严格,检测严格,产品型号齐全,DN50-300型号均可以定制,也可以生产方形塑料盲沟,扁形塑料盲沟等。塑料盲沟管在焊接前,塑料盲沟管的贮存条件是否符合标准、焊接后冷却的过程是否得当等,都是影响塑料盲沟管质量的因素,所以,对其进行检测是非常有必要的,今天我们就来了解一下塑料盲沟管的质量检测规程
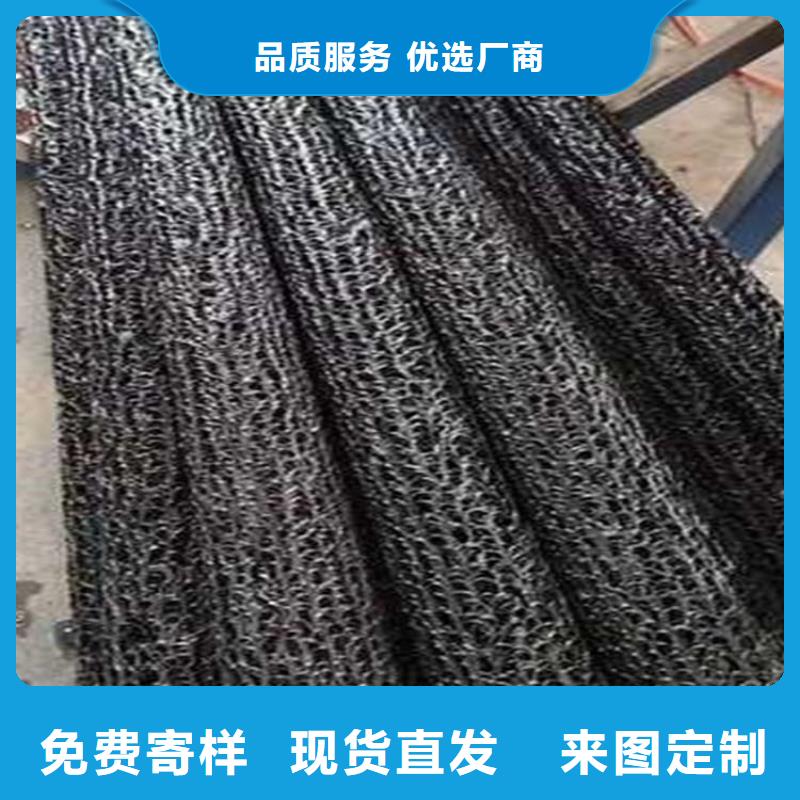
土工公司生产的塑料盲沟材抗压强度高,且回复性好,一般在250KPa(25T/m2)压力下断面空隙率仍保持在60%以上,且压力卸除后,可恢复原状。不存在由于超载或其他原因导致排水失效的问题。耐久性好塑料盲沟材,采用防老化配方,其性能稳定,具有抗紫外线、耐高温、耐腐蚀等特点,因此塑料盲沟材在水下、土中几十年也能保持结构稳定并保持集排水性能。表面开孔率表面开孔率是指盲沟材料表面开孔的面积与表面积的比率,一般用%表示。是反映盲沟材料吸水能力的一项重要的性能。一般来说,表面开孔率越大,吸水性能越好越不容易淤堵。表面开孔率太小就容易淤堵,透水不畅。
塑料盲沟一般情况下表面开孔率应≥85%空隙率塑料盲沟的空隙率是指塑料盲沟材空隙体积与总体积的比率,以%表示,空隙率因纤维丝的排列密度不同而异,塑料盲材的空隙率一般达82%-90%。主要有两个主要原因:一是国内没有形成塑料盲沟专业市场;二是塑料盲沟存在良多个环节,厂家-中间商-(经销商)-工地。所以中间存在良多利润环节。塑料盲沟不象工地上常用的一些材料价格比较透明,好比:沙石水泥混凝土,管材等,都是些市场上比较常见的材料,价格比较明晰。而象塑料盲沟这种塑料盲沟材料,国内出产的厂家,而且相对比较集中在山东地区。选择塑料盲沟,价格优惠,提供技术支持和服务!
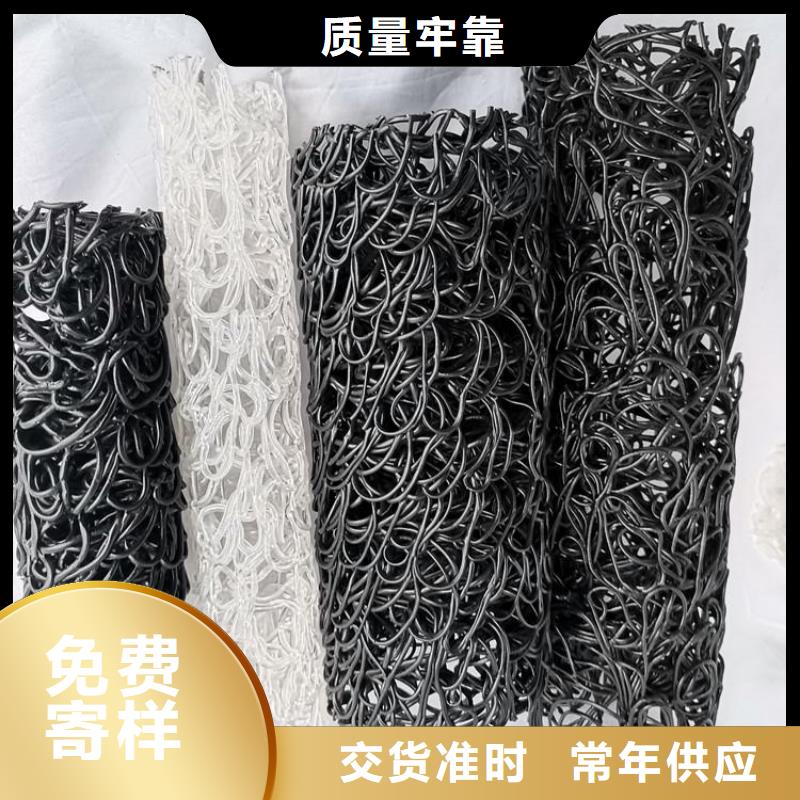
我们平常见到的塑料盲沟管基本都是黑色的,其实许多地方也有用到其他颜色的,这就少不了一项重要工艺:上色。具体操作步骤如下:1、预处理,先使用方法对表面进行清洗,使用物理和化学方法都可以,主要的就是使塑料盲沟管露出基体。这样是有利于氧化的完整的进行的,形成的氧化膜也会是致密的,预处理还可以使用一些机械设备处理。2、阳氧化。经过与处理之后的塑料盲沟管,使基体发生阳氧化反应,然后就是会生成致密的氧化薄膜。3、封孔。塑料盲沟管经过阳氧化之后,氧化薄膜上会出现很多的膜孔,封孔就是使这些膜孔封闭,防止氧化膜被污染。公司生产的塑料盲沟有黑色,白色,绿色等,也可以根据客户需求定制!
公司塑料盲沟生产工艺介绍:塑料盲沟管在生产过程中如果控制不好温度,容易出现挤出不均匀现象,影响制品品质。在生产过程中,由于塑料盲沟管是热敏性材料,即使加入热稳定剂也只能是提高分解温度,延长稳定时间而不可能不出现分解,这就要求成型加工温度应严格控制。