




我们的现场实拍视频将带您走进【201不锈钢复合管】不锈钢桥梁护栏可放心采购产品的世界,产品视频细节之美一览无余!
以下是:【201不锈钢复合管】不锈钢桥梁护栏可放心采购的图文介绍

热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。


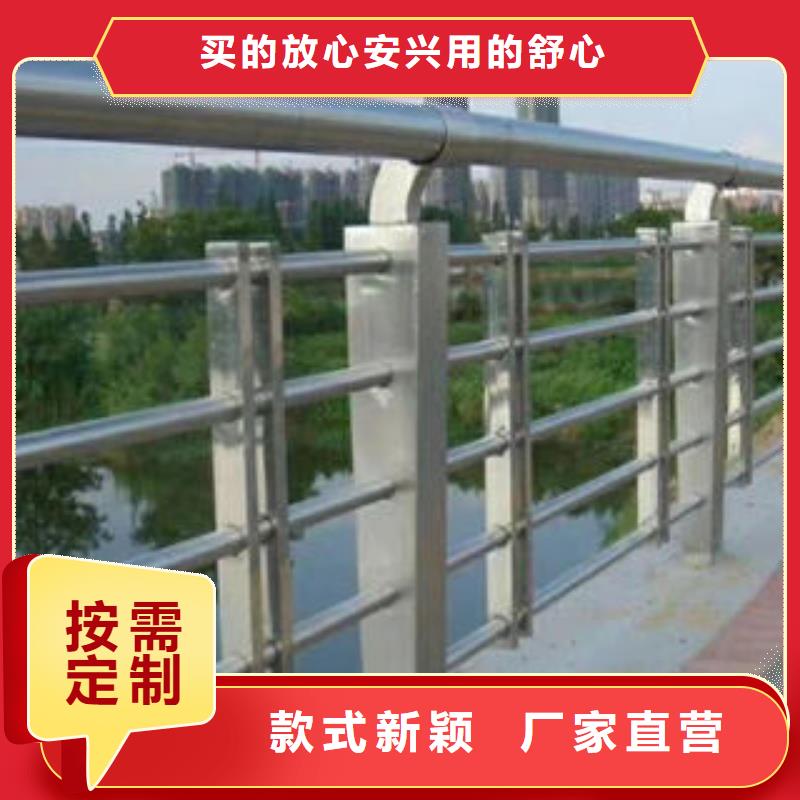
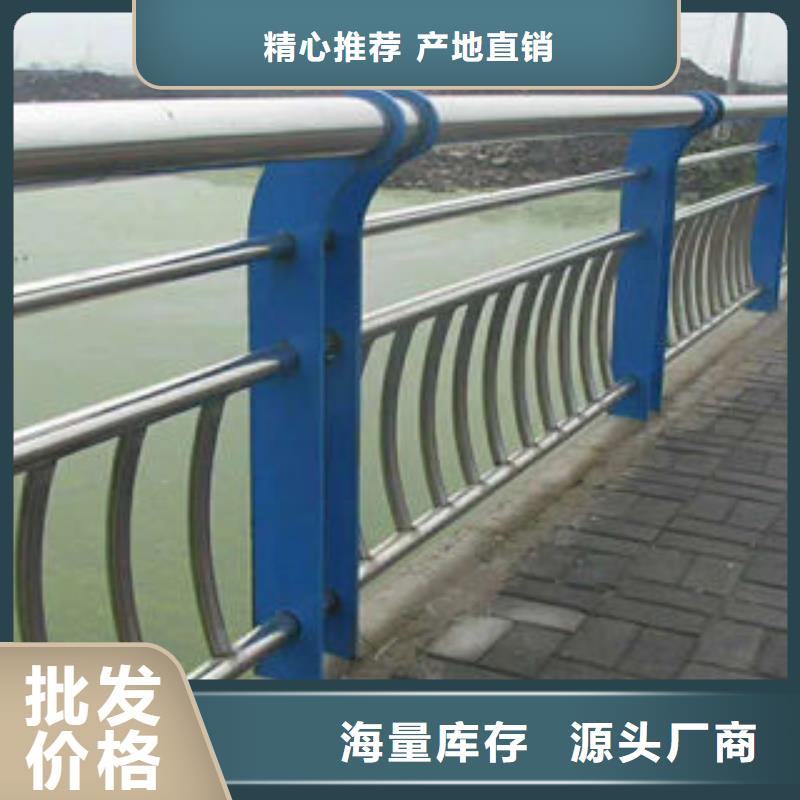
桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。



仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。



领先国内首创、科技含量高、具有专业水准的市政交通护栏,它具备分隔功能、阻拦功能、警示功能、导向功能、美观功能。标识醒目、警示导向、可靠、抗腐耐蚀、安装维修方便的高品质公路护栏不仅可以在“畅通工程”、“平安大道”等城市交通建设中起到维护交通秩序、保障交通;而且可以为亮丽市容市貌起到画龙点睛的作用,使城市形象增加一道亮丽的都市风景线,城市文明程度,从而提高城市品味及综合竞争力。
铁艺栏杆制作:工艺流程 施工准备—放样—下料—焊接安装一打磨—焊缝检查—酸洗除锈—整体热浸镀锌(室外栏杆)、整体冷镀锌(室内栏杆)—补腻子并打磨—静电粉末喷涂—检验合格出厂—运输到现场—安装一实施成品保护措施;施工准备包括:图纸、材料和施工工具的准备;施工前应先进行现场放样,并计算出各种杆件的长度。按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1 mm 。
焊接安装 :焊接时应根据焊接材料选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
焊渣,用钢丝轮钢材表面锈蚀;杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处理的采用环城树脂腻子弥补。金属表面油漆及防锈要求:生铁表面整体冷镀锌处理;表面喷2 遍底漆处理,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与样板核对一致。成品表面干净,无砂浆、油污污染。制作工艺技术要求:所有构件下料应保证准确,构件长度允许偏差为1mm。
铁艺栏杆制作:工艺流程 施工准备—放样—下料—焊接安装一打磨—焊缝检查—酸洗除锈—整体热浸镀锌(室外栏杆)、整体冷镀锌(室内栏杆)—补腻子并打磨—静电粉末喷涂—检验合格出厂—运输到现场—安装一实施成品保护措施;施工准备包括:图纸、材料和施工工具的准备;施工前应先进行现场放样,并计算出各种杆件的长度。按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1 mm 。
焊接安装 :焊接时应根据焊接材料选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
焊渣,用钢丝轮钢材表面锈蚀;杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处理的采用环城树脂腻子弥补。金属表面油漆及防锈要求:生铁表面整体冷镀锌处理;表面喷2 遍底漆处理,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与样板核对一致。成品表面干净,无砂浆、油污污染。制作工艺技术要求:所有构件下料应保证准确,构件长度允许偏差为1mm。



