


云海旭金属材料有限公司

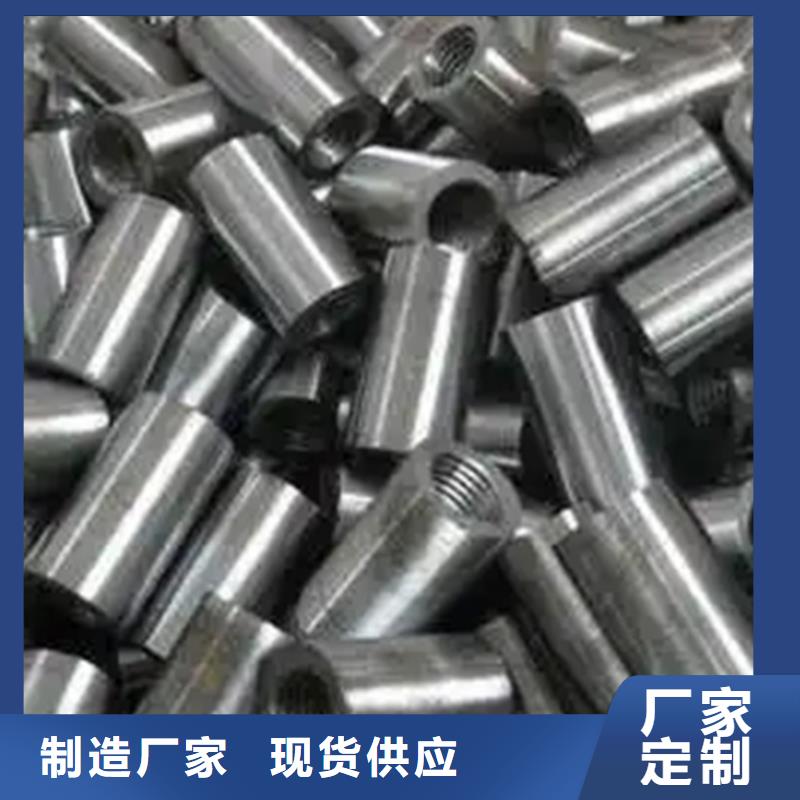
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
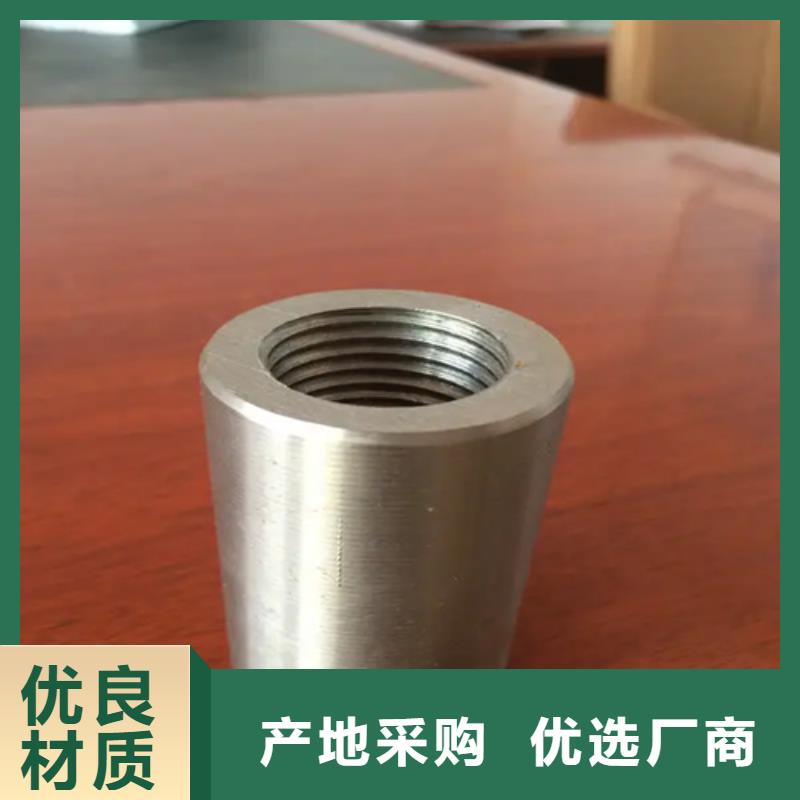
钢筋连接施工对连接套筒的要求施工选用连接套筒一定要是正规公司生产的,有出厂合格证,材质一般为低合金钢或优质炭素结构钢,抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20,连接套筒长为钢筋直径的二倍,连接套筒应有保护盖,保护盖上要注明套筒的规格。连接诶套筒在运输、储存过程中,要防止锈蚀和脏污。二、钢筋套筒方法及步骤1.将两根被连接钢筋移至连接套筒两端口,旋转连接套筒使两钢筋顺利地旋入连接套筒。2.当钢筋丝头旋入连接套筒一半时,观察连接套筒两端外露未旋入钢筋丝头螺纹的数量。3.确定连接套筒两端有外露螺纹且数量相等后,用专用的工作扳手或管钳旋转连接套筒,使两根被连接钢筋的钢筋丝头在连接套筒中间对顶锁紧。

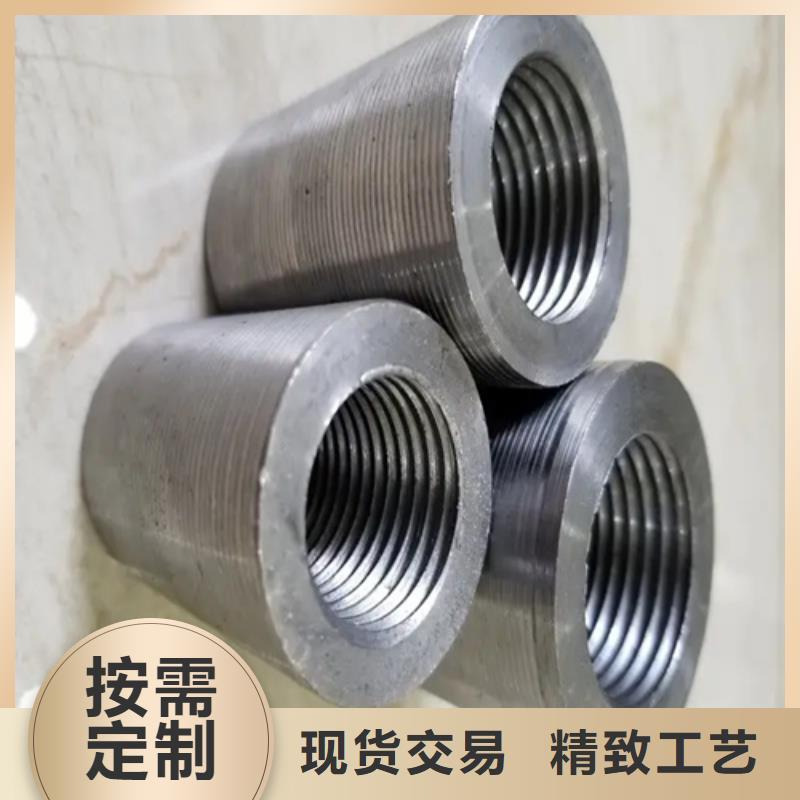
钢筋套筒连接套筒使用前的准备工作:1.选择相应的钢筋连接套筒。如果连接钢筋的厚度不同,可选择异径套管进行连接。2.钢筋端部应平整,不得有“马蹄形”端面。用钢筋平切机进行钢筋的切割是很容易的。3.剥肋预埋后,钢筋不得与套管松脱。露出2-3个螺纹齿,用扭力扳手拧紧钢筋和套筒。4.完整的施工设计图纸,包括可能工作的应急预案等。5.钢筋穿线后,应将螺纹牙充分包裹,损伤过大时应及时更换滚轮,以免螺纹牙受力不均影响接头质量。6.钢筋穿线机应定期进行维护保养,并加乳化油,使穿线机保持平稳,以提高穿线机的使用寿命。



