油缸管工厂直销
更新时间:2024-12-27 19:32:49 浏览次数:5
以下是:油缸管工厂直销的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸气缸机械加工 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:油缸管工厂直销的图文视频
聊城 安达液压机械有限公司
高经理:
导读 油缸管工厂直销,安达液压机械有限公司为您提供油缸管工厂直销的资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到江西省 抚州市 临川区、南城县、黎川县、南丰县、崇仁县、乐安县、宜黄县、金溪县、资溪县、东乡区、广昌县。 江西省,抚州市 临川文化是抚州江右民系创造出来的区域性文化,亦为江右文化的重要支柱。抚州市以象山心学为核心的理学文化、“临川四梦”为支柱的戏曲文化、旴江医学为流派的中医药文化、麻姑山为依托的麻姑文化、曹山寺为平台的禅宗文化、流坑古村为代表的古村落文化等享誉海内外。南丰傩舞、广昌孟戏、宜黄戏、抚州采茶戏等被列为非物质文化遗产。千金陂成功列入世界灌溉工程遗产名录。抚州是历史文化名城、卫生城市、园林城市、森林城市、“文化和旅游消费试点城市”,并先后获得全国“50强氧吧城市”、“中国文化竞争力十佳城”“美中国文化旅游城市”“中国诗歌之城”等荣誉称号。
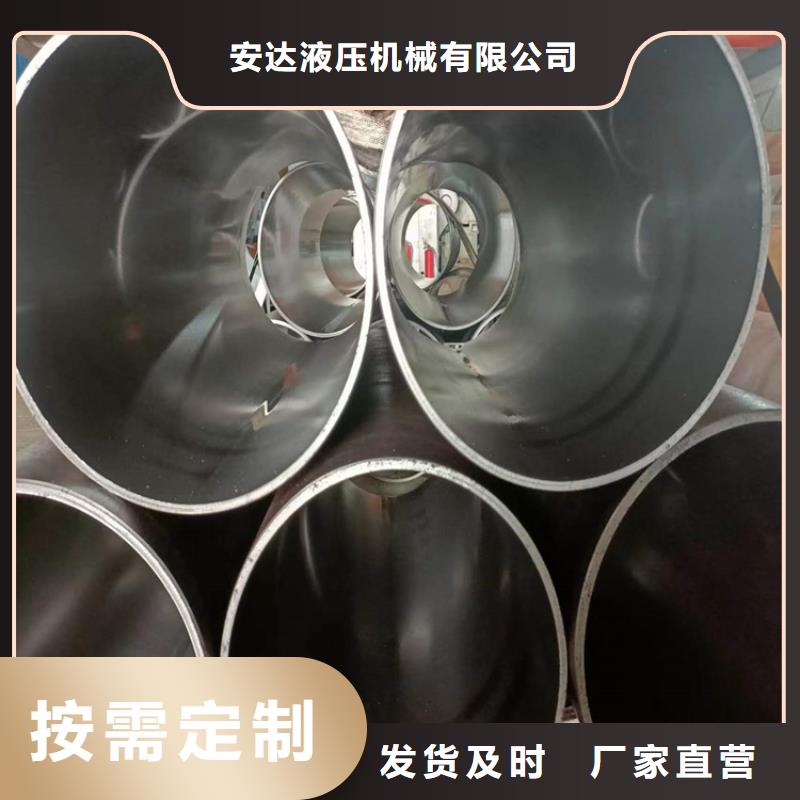
抚州油缸管工厂直销
<抚州>九冶管业有限公司

珩磨管专业知识问答1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。

珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖
<抚州>九冶管业有限公司
抚州油缸管工厂直销
总结 油缸管工厂直销,安达液压机械有限公司专业从事油缸管工厂直销,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首,以下是油缸管工厂直销的详细页面。