

产品详细介绍
以下是:钢筋笼地滚机--哪家便宜的产品参数
导读 钢筋笼地滚机--哪家便宜,建贸数控钢筋笼滚焊机厂家有限公司为您提供钢筋笼地滚机--哪家便宜,联系人:赵通,电话:13080162012、13080162012,QQ:2661503466,请联系建贸数控钢筋笼滚焊机厂家有限公司,发货地:石像镇老官赵村3组发货到江西省 抚州市 临川区、南城县、黎川县、南丰县、崇仁县、乐安县、宜黄县、金溪县、资溪县、东乡区、广昌县。 江西省,抚州市 抚州市是长江中游城市群、海峡西岸经济区、鄱阳湖生态经济区以及原中央苏区等重要城市之一,历史上涌现了一大批名儒巨公,如北宋政治家、思想家王安石;大散文家曾巩;词坛巨擘晏殊、晏几道;人称“百世大儒”的哲学家、思想家陆九渊;明代戏剧家、文学家汤显祖等。抚州自西汉始建县,三国孙吴置临川郡,至隋改郡扩州易名抚州,已有2200多年建置史。
宝润机械有限公司
宝润机械有限公司
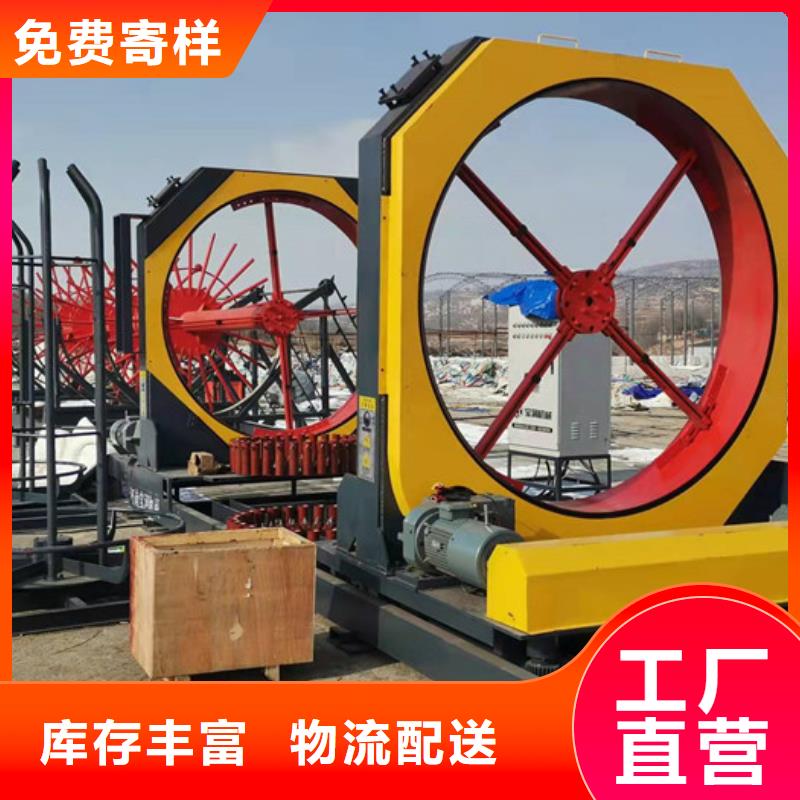
钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成,钢筋直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗用大量人工,特别是青岛海湾大桥要求Φ25mm及以上二级钢筋接长采用机械方式,上海智钢机械RM CM 1100采用镦粗直螺纹连接,该连接工艺质量稳定、可控性较好,但对钢筋笼成型精度要求比较高,人工成型的钢筋笼对接比较困难。根据实际情况在全线率先采用钢筋笼滚焊机生产桩基钢筋笼,即桩基钢筋笼整体成型工艺,钢筋笼绕筋机
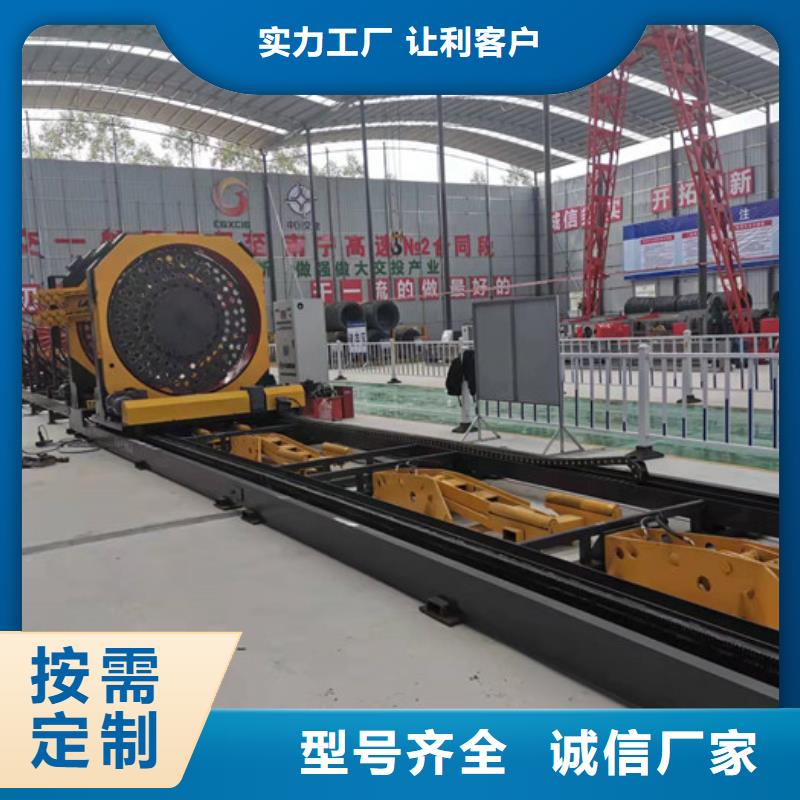
 当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。然后,由下而上地逐个解去绑扎钢管的绑扎点及钢筋十字支撑。当骨架下降到第三吊点附近的加强箍接近孔口,可用型钢等穿过加强箍筋的下方,将骨架支承于枕木之上。再起吊第二节骨架,使上下两节骨架位于同直线上进行焊接,焊接时要保证上下主筋顺直,焊接长度单面焊为10d、双面焊5d。焊缝要饱满、无烧伤主筋、无焊渣残留。每一处接头焊接完成,需要自检并且上报监理工程师,合格后方可进行下一道工序。全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。并在孔口牢固定位,以免在灌注混凝土过程中发生浮笼现象。 吊筋:由测定的孔口标高来计算吊筋的长度,并反复核对无误后再焊接定位筋。吊筋采用Φ10的钢筋制作采用四点支撑。利用护桩在钢筋笼上拉出十字线,找出钢筋笼中心,并使其与桩位中心重合。然后在定位钢筋骨架顶端的顶吊圈下面插入两根平行的型钢,并将整个定位骨架支托于枕木上。?为了节省钢筋笼焊接时间,现场需保持不少于二台电焊机,分工流水作业。电机电流要适中,不宜过大过小,防止焊接时烧伤钢筋。钢筋笼绕筋机
当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。然后,由下而上地逐个解去绑扎钢管的绑扎点及钢筋十字支撑。当骨架下降到第三吊点附近的加强箍接近孔口,可用型钢等穿过加强箍筋的下方,将骨架支承于枕木之上。再起吊第二节骨架,使上下两节骨架位于同直线上进行焊接,焊接时要保证上下主筋顺直,焊接长度单面焊为10d、双面焊5d。焊缝要饱满、无烧伤主筋、无焊渣残留。每一处接头焊接完成,需要自检并且上报监理工程师,合格后方可进行下一道工序。全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。并在孔口牢固定位,以免在灌注混凝土过程中发生浮笼现象。 吊筋:由测定的孔口标高来计算吊筋的长度,并反复核对无误后再焊接定位筋。吊筋采用Φ10的钢筋制作采用四点支撑。利用护桩在钢筋笼上拉出十字线,找出钢筋笼中心,并使其与桩位中心重合。然后在定位钢筋骨架顶端的顶吊圈下面插入两根平行的型钢,并将整个定位骨架支托于枕木上。?为了节省钢筋笼焊接时间,现场需保持不少于二台电焊机,分工流水作业。电机电流要适中,不宜过大过小,防止焊接时烧伤钢筋。钢筋笼绕筋机
总结在江西省抚州市采购钢筋笼地滚机--哪家便宜请认准建贸数控钢筋笼滚焊机厂家有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵通-13080162012,QQ:2661503466,地址:石像镇老官赵村3组)。