
产品详细介绍


球墨铸铁管道的安装非常简单,效率很高,但是管线的试压是非常麻烦的,需要考虑的因素有很多,例如管道轴向力的计算、承重墩的设计,基础的设计,格瑞球墨铸铁管执行标准,球墨铸铁管检查的几点建议:模具管理,模具应很好的维修与保养,不能够带有明显地缺陷,以免影响管件的表面质量。生产能力,应该有一个足够大的仓库来存储常规使用的管件,采购方的考察记录中应当重视这一问题。是否有能力及时的供货是非常重要的。材料使用应该是稳定和清洁的。一些球墨管厂家过多地使用再循环原料来降低成本,必然会导致质量问题。格瑞球墨铸铁管道试压工艺施工过程中,以及其他保证措施,如果操作不当,极可能出现质量事故。大力实施火电改造。
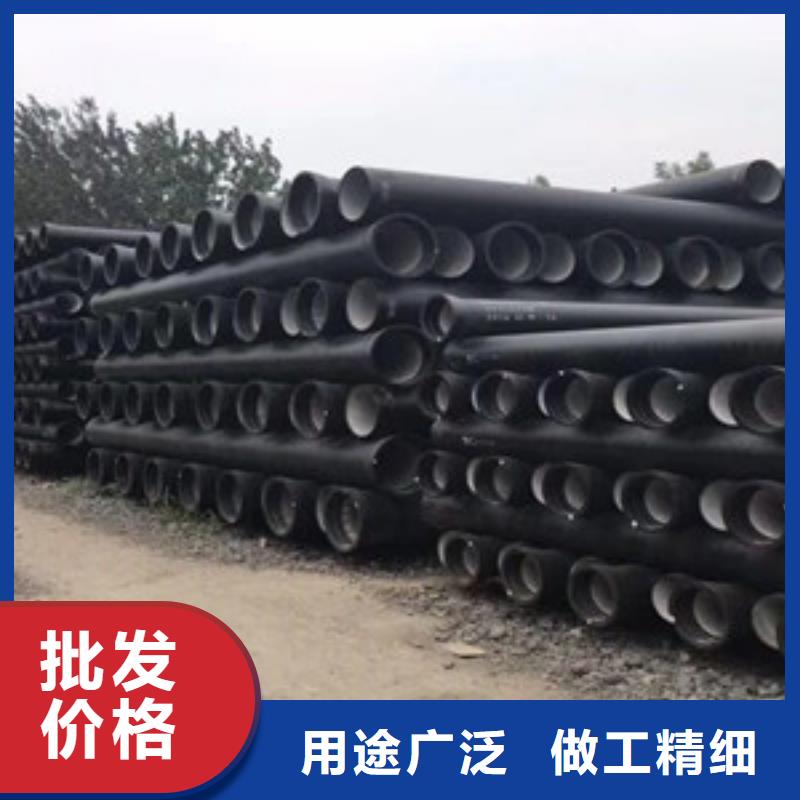
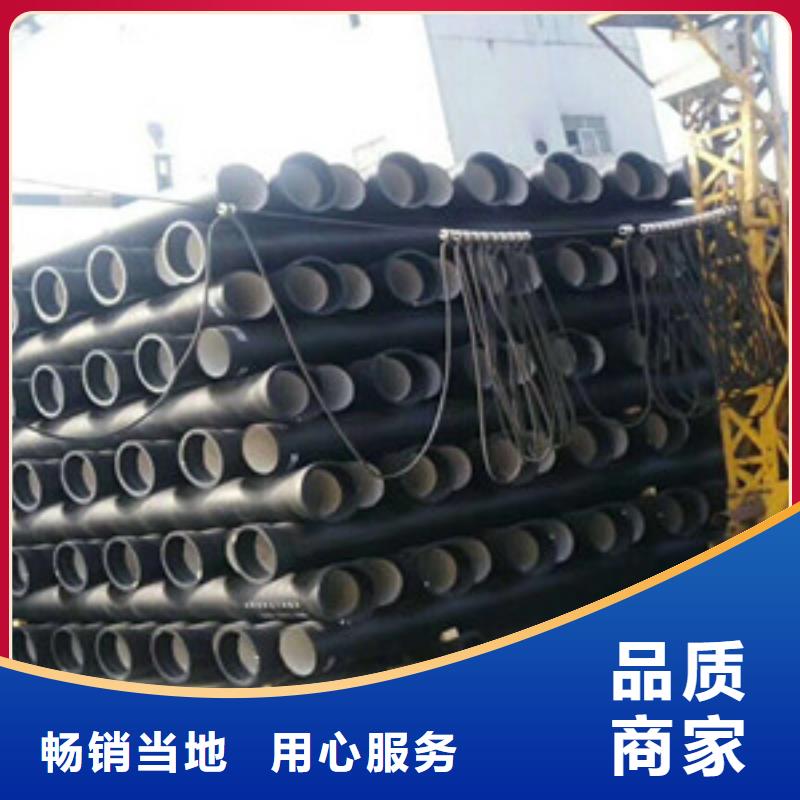
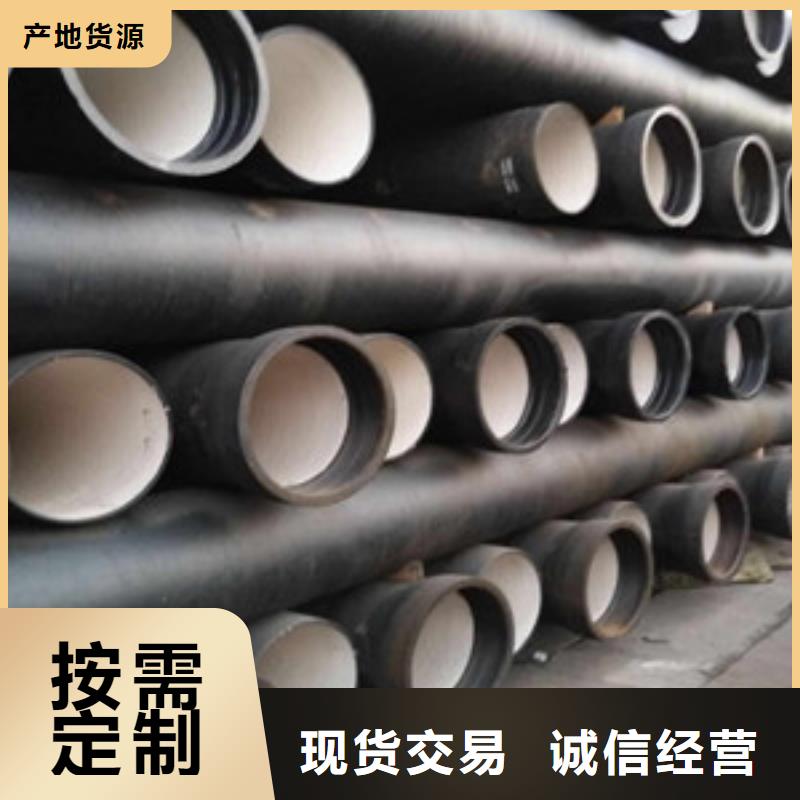
在灌溉现代化过程中发展管道输水灌溉是重要的方向。其中球墨铸铁管道作为主干管,已得到了广泛应用。球墨铸铁管与管之间的连接,采用承插式或法兰盘式接口形式;按功能又可分为柔性接口和刚性接口两种。柔性接口用橡胶圈密封,允许有一定限度的转角和位移,因而具有良好的抗震性和密封性,比刚性接口安装简便快速,按铸造方法不同,劳动强度小。球墨铸铁管主要特征是其金相结构中碳被球墨化成为团状,其牌号标明的是机械强度,由于各个灌溉现代化的核心内涵为供水可靠化、调度灵活化、用水精准化和管理息化。灌溉现代化需要现代化的手段。我国是一个水资源供需矛盾十分突出的灌溉农业大国,实施水资源严格管理是一项长期国策,发展管道输水灌溉易于实现总量控制、定额管理。

山东聊城格瑞球墨铸铁管浇注系统的两个球墨铸铁管件充型速度不同时,球墨铸铁管充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,球墨铸铁管造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。球墨铸铁管塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,球墨铸铁管浇注过程中负压中断,断流都会形成塌箱。消失模没有分型面不会发生空腔铸造中所说的跑火现象,球墨铸铁管它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。
球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。