
更新时间:2024-12-25 21:39:20 浏览次数:8 公司名称:长沙 国赢供水设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 175/平米 |
| 发货期限 | 3 |
| 供货总量 | 18000 |
| 运费说明 | 含运费 |
| 最小起订 | 10 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 304/201 |
| 产品品牌 | 国赢供水 |
| 产品规格 | 1*1米 |
| 发货城市 | 本地 |
| 产品产地 | 中国 |
| 加工定制 | 是 |
| 产品型号 | gbs |
| 可售卖地 | 全国 |
| 产品重量 | 1600 |
| 产品颜色 | 白色 |
| 质保时间 | 5 |
| 外形尺寸 | 5*4*2.5米 |
| 适用领域 | 生活 消防 保温 |
| 是否进口 | 是 |
| 质量认证 | aaa |
| 产品功率 | 11kw |
| 工作温度 | 常温 |
| 配件 | 爬梯 液位计 人孔 拉筋 水泵冲压板 |
| 基座 | 槽钢 水泥基座 |
| 容积 | 10-2800吨 |
| 优点 | 不易生锈 强度高 安装块 不长青苔 使用寿命长 |
| 厚度 | 1.0mm 1.2mm1.5mm 2.0mm 2.5mm 3.0mm |
| 规格 | 1*1米 1*2米 0.5*1米 0.5*0.5米 |
| 品牌 | 国赢供水 |
| 材质 | 食品级304 |



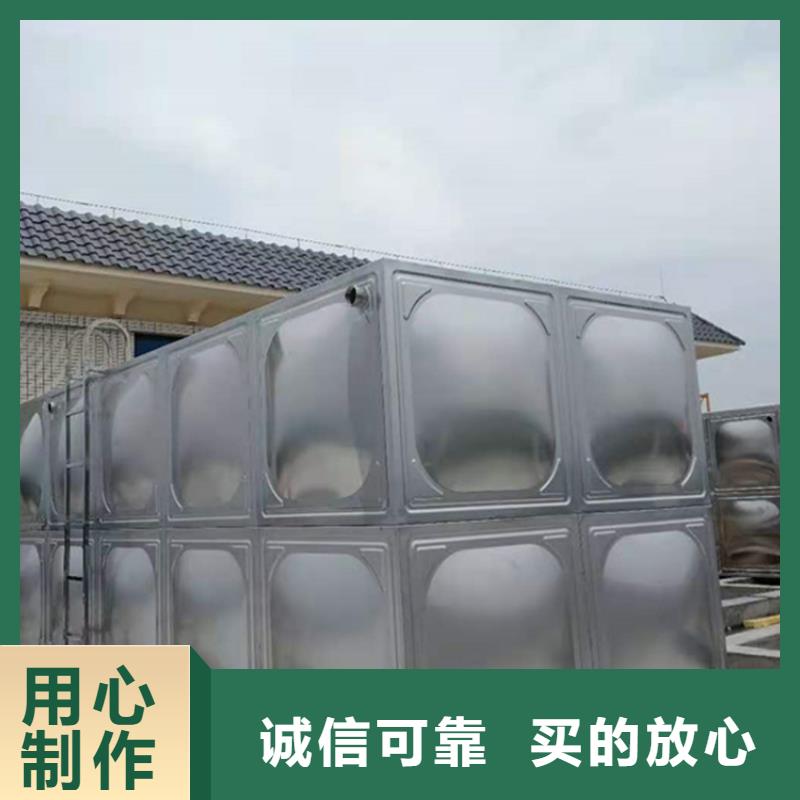
 惠州不锈钢水箱厂家异型水箱促销开始
惠州不锈钢水箱厂家异型水箱促销开始
惠州不锈钢水箱(1)不锈钢水塔原材料回火脆性分类。钢的回火脆性是指某些淬火钢在某一 温度区间回火时,冲击韧性下降、脆性增加的特性。 在450一700CC温度区间产生的脆性称第二类回火脆性,由 于产生的温度较高,又称高温回火脆性,这种脆性产生后,可以 通过高于脆化温度加热后快冷予以,但后如果再次在脆 化温度加热缓冷,则又重复产生脆性,所以,也称可逆回火脆 性。 在250 - 4000C温度区间产生的脆性称 类回火脆性,不锈钢水塔由 于产生的温度较低,又称低温回火脆性,这种回火脆性产生后, 可以用更高温度的加热,之后,再在脆性产生温区回火时将 不再产生脆性,所以,也称不可逆回火脆性。大多数钢都有 类回火脆性。 第二类回火脆性多产生于铬一锰、铬一镍等合金钢中,因为 许多工程零件需要在高温回火后使用,回火温度可能重合于脆化 温度,所以,人们对第二类回火脆性更重视,研究也比较深入。 (2)不锈钢水塔回火脆性产生的原因。关于回火脆性的产生原因和本 质,虽有大量的研究,但仍未有统一的意见,存在不同的假说和 理论。 析出理论。淬火钢回火时,淬火马氏体中过饱和的碳优先 在品界处沉淀析出成碳化物薄层,这层碳化物很脆,可能促进裂 纹的生成。也有的认为氮化物也会在晶界析出,并用冲击断口是 以晶间断裂为主要特征的事实来证明。 还有的不锈钢水塔研究者认为是钢回火时.在某一温度条件下,各种组 织在固溶体中的溶解度增高,缓慢冷却时被溶物从固溶体中析 出,并以不利于韧性的状态分布。反之,快冷时它们被保留在固 溶体中,对钢的韧性无明显影响。但用析出物来解释回火脆性的 理由似乎不够充分,因为在产生脆性的温度与室温时相比,碳等 元素的溶解度没有很大区别,另外,脆性及脆化程度并不与回火 温度成比例。有的资料显示,含铬12%的马氏体不锈钢在450℃左右回火 时,会出现硬度 点,并认为,这除了铬阻碍碳化物长大和特 殊碳化物弥散析出的原因外,还可能与残留奥氏体转变成回火马 氏体有关。
<惠州>国赢供水设备有限公司 70038 惠州不锈钢水箱厂家异型水箱促销开始
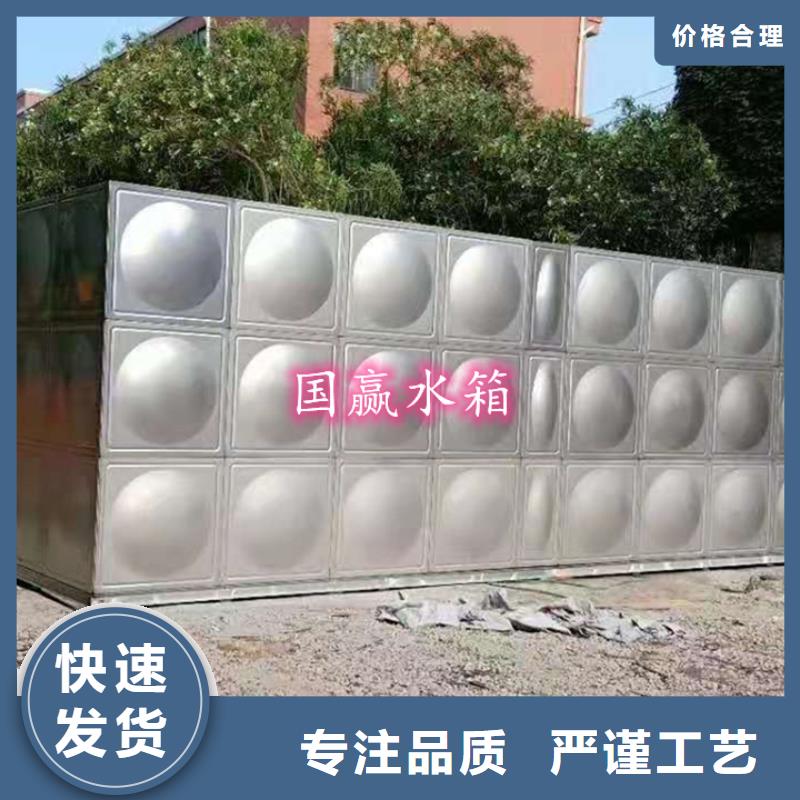
惠州不锈钢水箱厂家异型水箱促销开始
惠州不锈钢水箱厂焊接网和保温层效果 不锈钢水箱厂钢筋焊接网通常分为标准焊接网(简称标准网)和非标准焊接网(简称非标准网或定制网)两种类型。按规定的结构和尺寸制作的焊接网称为标准网,标准网以外的焊接网统称为非标准网。非标准网用于具体工程中,亦称为定制网或工程网。 在应用过程中出现了许多新的布置形式和新的焊接网类型,如组合网、格网、梯网、箍筋笼网、螺旋网、格构梁网等。其中组合网、格网、梯网、箍筋笼网为常规焊接网通过专用的布置形式或常规焊接网再加工(焊接、裁剪、成形等)制作成的钢筋焊接网,用于特殊要求的场合的焊接网类型。螺旋网、格构梁网等则为专用焊接设备生产的,钢筋两个方向不正交,突破了常规焊接网定义的焊接网类型。 大量使用的焊接网仍然为常规定义的焊接网。因此钢筋焊接网可为所有钢筋焊接网的统称,也常作为常规定义钢筋焊接网的简称。除常规钢筋焊接网分为标准焊接网和非标准焊接网两种类型外,将专门布置设计或专门加工的钢筋焊接网如组合网、格网、梯网、箍筋笼网、螺旋网、格构梁网等按相应类型分类和阐述。 由于焊网机的高度自动化和智能化,就焊接网制作而论,标准网、非标准网的制作难度界限正在消失,仍然存在的差别是它们的制作效率、安装效率和成本。焊接网的类型分类会因此而改变。 1、聚氨酯泡沫的形成:聚氨酯泡沫的形成是一种化学反应过程,它需经历发泡过程和熟化过程两个阶段。 ①不锈钢水箱厂保温发泡过程:必须具备的主要工艺条件;温度;黑、白料的配比;黑、白料混合均匀。 1)温度:聚氨酯发泡应在一定的温度下,才能进行充分的反应,其温度以20-30℃为宜。温度较低时,发泡反应进行缓慢,泡沫固化时间长;温度高,则发泡反应进行快,泡沫固化时间短。温度过低或过高,都不易得到高质量的产品。这里的温度并非单指原料温度,发泡模具、国赢水箱内胆、外壳也应达到该温度。尤其在冬季,水箱内胆、外壳温度会很低,即使注入的发泡料温度合适,当其接触到冷的金属后,温度会立即下降,一方面增大了泡沫成型收缩率,温度越低收缩率越高,另一方面会在泡沫表面特别是在金属表面形成一层没有充分发泡甚至不发泡的硬皮,增加了泡沫灌注量,提高了泡沫生产成本,也降低了低温性能。所以在冬季一定要将发泡车间的温度提高到20-25℃,水箱内胆、外壳必须提前由室外放入发泡车间进行预热。 2)黑、白料的配比:黑料和白料的 配比应为1:1。当白料过量时,泡沫密度低,颜色发白,强度下降,手感软,弹性差,气温低时容易收缩;当黑料过多时,泡沫密度高,颜色深,强度高,手感硬而脆。这里应立即核对料比,查看过滤器及管路是否堵塞,温度、压力是否正常,确保黑、白料比例的准确性。3)黑、白料混合均匀:黑、白料应充分混合均匀,否则轻则泡沫颜色变深、泡孔粗大,重则泡沫颜色不匀,出现不规则的花斑或花纹。这是因为局部白料过量(导致泡沫收缩)或局部黑料过量(导致泡沫易开裂)造成的。 ②熟化过程:熟化是指泡沫固化后在一定温度下放置的过程,目的是让化学反应进行完全,达到 性能。特别在冬季,熟化过程至关重要。熟化温度越高,所需时间越短。待泡沫完全熟化后,再移至温度较低的地方(如成品库)。如果有条件,可建立40-60℃的加热烘道,在较高的环境温度下快速完善熟化过程。如果没有条件,应在25℃的环境中放置10小时以上。
 <惠州>国赢供水设备有限公司
<惠州>国赢供水设备有限公司