
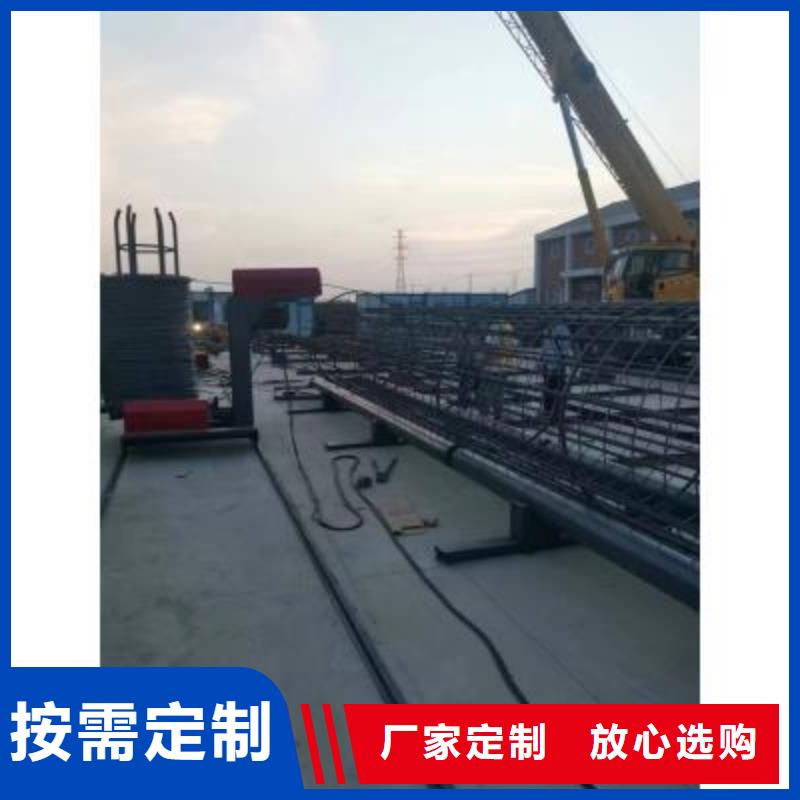



钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
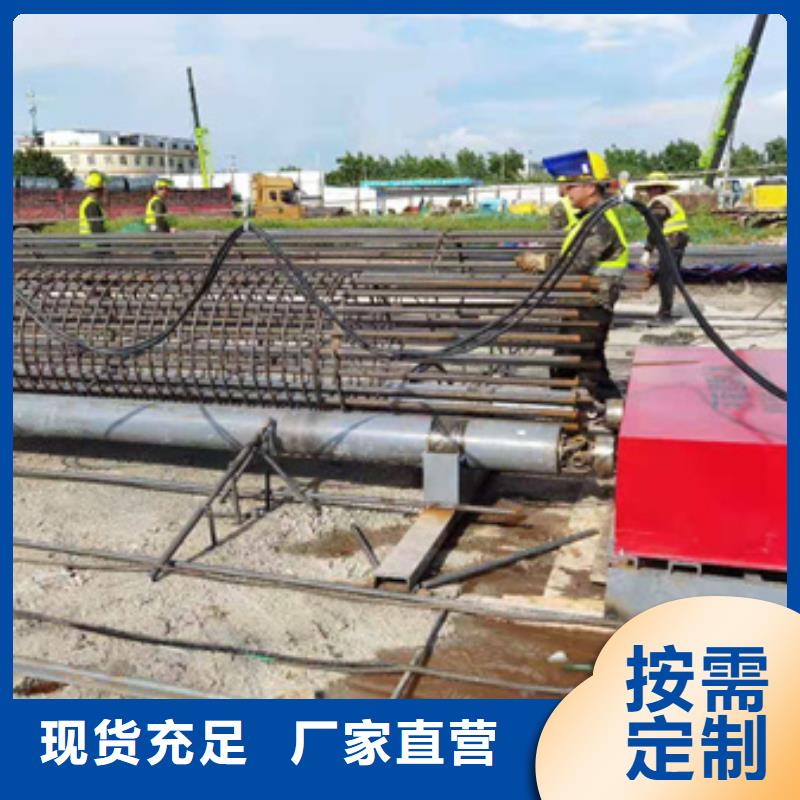
产品技术参数:型号 RLJ3000钢筋笼直径700~2500mm钢筋笼重量8000kg钢筋笼长度1m~12m根据需求可加长至29m盘筋直径Φ5~14mm(Ⅰ、Ⅱ、Ⅲ级钢直接作业)箍筋间距10~500mm(人工预设,任意调整)主筋直径14~40mm(Ⅰ、Ⅱ、Ⅲ级钢直接作业,含对焊、螺纹套筒链接)主机转速100~2100r/min(操作工人熟练掌握,任意调节)液压站流量及压力4~10Mpa(操作工人熟练掌握,任意调节)额定总功率23kv(30kv)设备自重20T—40T工作原理根据施工要求,先将主筋穿过固定转盘中相应模板的园孔穿至移动转盘的相应孔中,进行固定。日照钢筋笼绕筋机把绕筋端头先焊接在一根主筋上。然后通过固定转盘及移动转盘转动,把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,直至焊到主筋末端规定位置,即形成产品钢筋笼。

数控钢筋笼绕筋机生产厂家,紧随着科学技术的日益进步,提高产能,加强质量,相信未来的工程机械将会发生翻天覆地的变化,那么未来工程机械可能出现哪些趋势呢?
升级换代速度加快
??随着现代高新技术的发展,世界工程机械产品的技术发展和创新更加迅速,更新换代的周期越来越短,产品族群得以拓展,产品系列日臻完善。
环境保护要求日?为了人类社会和经济的可持续发展,世界公众对环境保护提出了越来越严格的要求,工程机械有无良好的环保性能将成为参与国际市场竞争的重要指标之一。
作为钢筋的连接采用套筒连接是可取的,作为笼子与笼子之间的连接则很不方便,也很难达到技术要求,因为笼子是柔性的,很多根钢筋同时达到技术要求连接上几乎是不可能的,所以这种要求即产生工程隐患,又大大了生产设备的作业效率,现在的钢材价格又非常低廉,笼子与笼子之间采用套筒连接也不经济。为机器的作业率,笼子与笼子之间的连接国外一般采用搭接。自动钢筋笼绕筋机多少钱一台

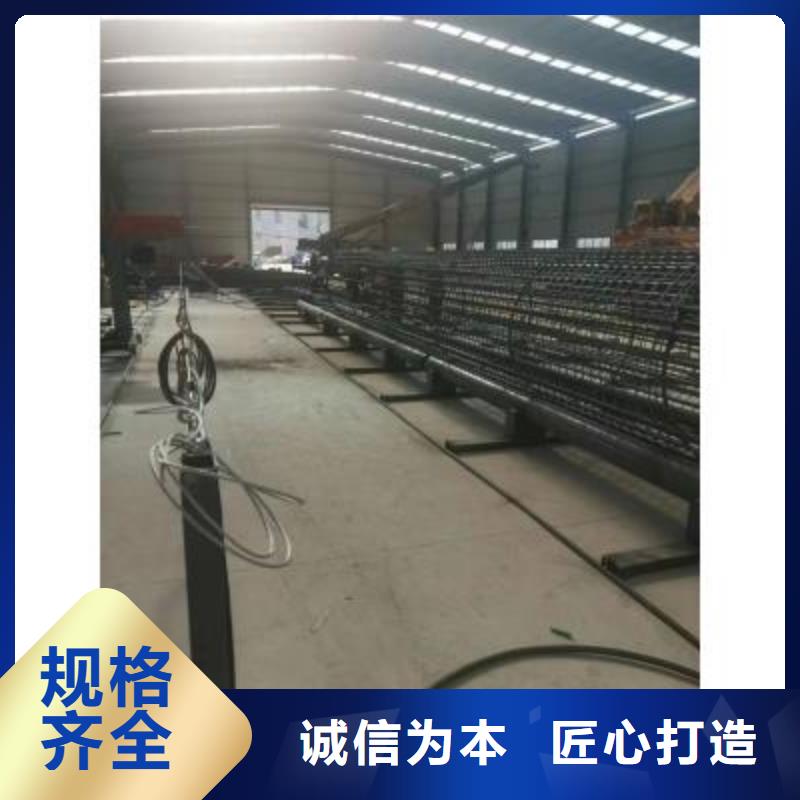
日照钢筋笼绕筋机参数型号:JMRLJ-3000加工范围;钢筋笼直径φ400---φ1500mm 长度12m绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )小车速度;0---1.38m/min ( i=593 )胶辊电机;Y90L-4 功率7.5kw小车电机;Y90L-4 功率3.0kw整机重量;3500kg日照钢筋笼绕筋机优势1,日照钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,日照钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。7,绕筋,主筋可双筋同时制作。
 日照钢筋笼滚焊机实力雄厚-河南建贸有限公司
<日照>建贸机械设备有限公司
日照钢筋笼滚焊机实力雄厚-河南建贸有限公司
<日照>建贸机械设备有限公司
钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
