

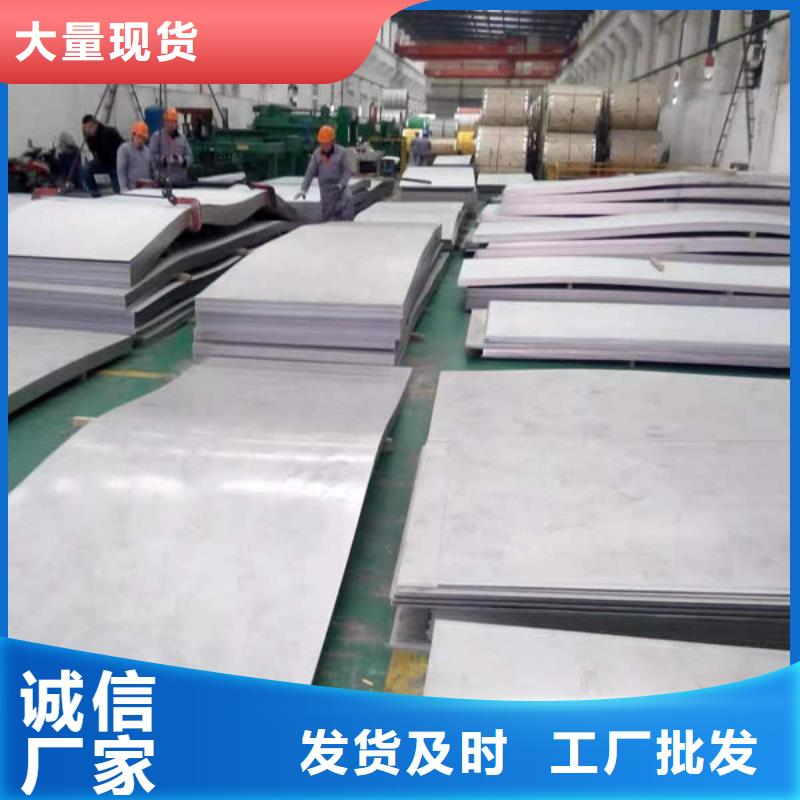

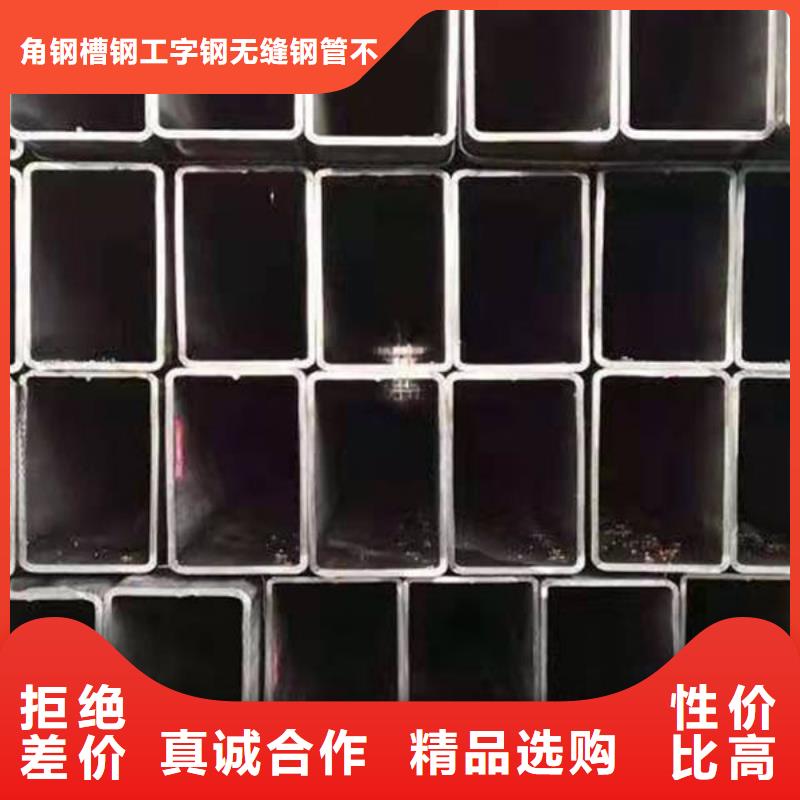


异型大口径方管是除了圆管以外的其他截面形状的大口径方管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型大口径方管(代号为D)、不等壁厚异型大口径方管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型大口径方矩管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。结构用不锈钢大口径方管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)大口径方管。
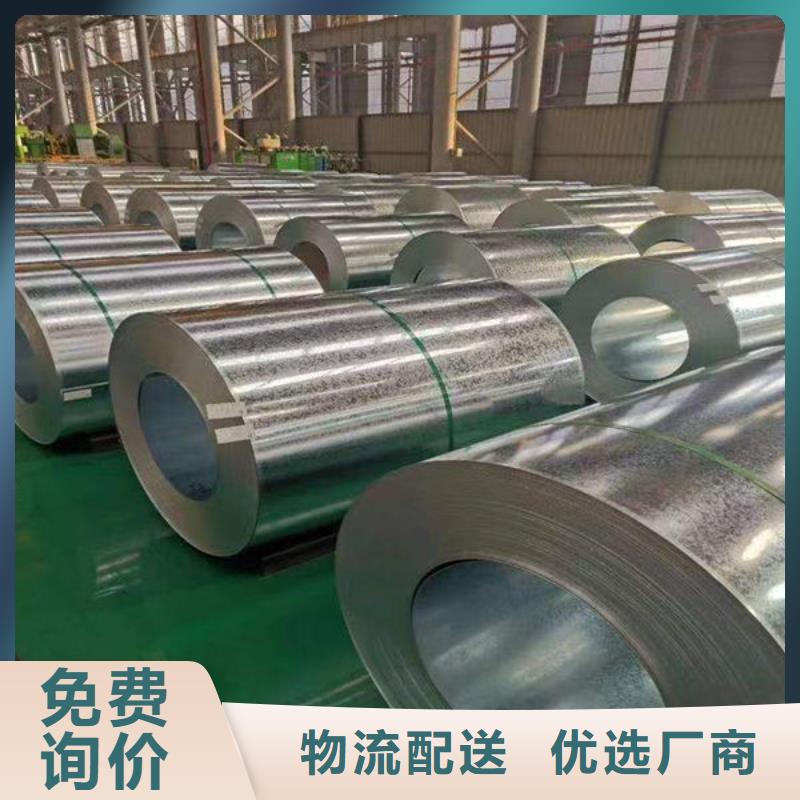
螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。
螺旋钢管焊接时,为保证焊接质量而选定的诸物理量(如:焊接电流、电弧电压、焊接速度、线能量等)的总称。选择合适的焊接工艺参数,对提高焊接质量和提高螺旋钢管钢材生产效率十分重要。焊接工艺参数(焊接规范)是指焊接时为保证螺旋钢管焊接质量而选定的诸多物理量。焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。反接:焊件接电源负极,焊条接电源正极的接线方法。极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。盛宝螺旋管可以做打桩、支撑、桥梁、高炮广告牌。螺旋钢管加工可以用来保温,小区供暖、热力网铺设、电厂蒸汽输送。螺旋钢管加工成防腐,自来水管道、地埋排污。可用作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等,应用领域和范围广泛。
螺纹钢强化技术目前国内高强度钢筋生产主要有余热热处理、超细晶粒和微合金化 3 种生产工艺。经过余热处理的钢筋的可焊性、机械连接性能和施工使用性能较低,因而钢筋的应用范围受了限制,但其生产成本较低;超细晶粒钢筋的焊接性能较差,这是因为钢材在焊接过程中,由于焊接热的影响区晶粒会长大,从而使焊接接头区域出现软化的现象,使其强度降低; 微合金化工艺可使钢筋具有强度高、焊接性能好、抗震性能优等特点,是产品性能 的高强度钢筋生产工艺,采用微合金化技术也是国内外发展高强度钢筋的主要工艺技术路线之一。