服务热线:15650312333
联系我们

更新时间:2024-12-27 13:57:41 浏览次数:6 公司名称:聊城 金鸿耀工程材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |




公司特向您总结几个在水利建筑中关于铜止水的专业术语及定义:翼板:宁德止水铜片止水铜带两端浇筑在混凝土中或安装在混凝土表面上起固定作业的部分。止水铜带的几何可伸展长度:把中部几何可伸缩部分展平,伸出的长度就是几何可伸展长度。止水带肋:为延长渗径、加强锚固,在橡胶止水带、PVC止水带的翼板设置的凸起部分。复合型止水带:将密封止水材料复合在止水带上,构成的抗绕渗能力更强的止水带。尺寸效应:长紫铜止水带强度与标准小试片强度不同的现象,它实际反映的是双向受力和单向受力对材料强度的影响。蠕变效应:反映长期受力对材料强度的影响。对软铜材料,长期受力强度与短时受力强度之比为0.9. 复合型密封止水材料可以提高抗绕渗能力。根据有限公司实验结果表明,当无接缝位移时,在混凝土中埋入深度为20CM的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该止水铜片上复合宽度为10cm、厚度为3cm的GB塑性止水材料,当复合后的止水铜片与混凝土之间发生1.0cmm的相对错动时,在2.5MPa的水压作用下仍然没有发生绕渗。采用复合型止水铜带时,必须对复合的密封止水材料进行保护避免复合密封止水材料不能发挥预期作用,对于在现场复合的止水铜带,应尽快浇注混凝土。GB复合型止水铜带现已在多个项目工程中得到使用。
止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,宁德止水铜片表面起皮为板带材表面局部或呈带状破裂翻起使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布并在起皮处可以观察到金属皮与金属基体之间较为光滑无黏结有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷如气孔、夹杂(渣)等.另一方面热轧压合及当轧件表面在前工序受到外来物损伤如磕碰伤、杂物压入等在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷板带厚度越小起皮越容易暴露;同时起皮料经过进一步轧制会出现压漏或孔洞现象。
铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。
保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。
焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。
不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。
在购买止水铜片的过程中,宁德止水铜片首先需要确定相应的工厂能否按照设计要求完成止水铜片的加工,接下来便是价格的确认。由于止水铜片的价格是随着市场期货铜的价格波动而每日都在发生变化,而期货价格是按吨即重量确定其价格,可能因此有的客户在购买的时候便以重量价格咨询。但由于止水铜片在施工过程中,我们都是以长度选择的,止水铜片大样图,也是注意以其长宽以及厚度为准,因此,止水铜片厂家在订购的时候均是以长度计算。当然,我们也可按此价格将其转化成以重量计算。
除此之外,止水铜片接头的计算方法不同。由于止水铜片接头的加工工艺更为复杂,因此其价格需要包含加工费用和模具费用,常用的止水铜片我们重庆融能止水铜片公司是可以免费加工的。不同止水项目设计的时候,所采用的止水铜片系列与规格均不相同。那么在这里,重庆融能止水铜片公司向你展示常见的止水铜片系列有哪些:
1.止水铜带系列
止水铜带是在铜原材料加工完成,但尚未成型的时候。有的施工单位设备较齐全,在购买的时候可以直接购买止水铜带,然后在施工场地自己成型,加工成需要的形状。
2.止水铜片、止水铜板系列
这些,便是需要在购买的时候,告诉我们加工单位, 止水铜片的铜鼻子高度以及形状和弧度等,工厂会直接加工成安装时的形状。只不过这种,在运输过程中需要加强包装,以防变形。
3.圆弧型铜止水
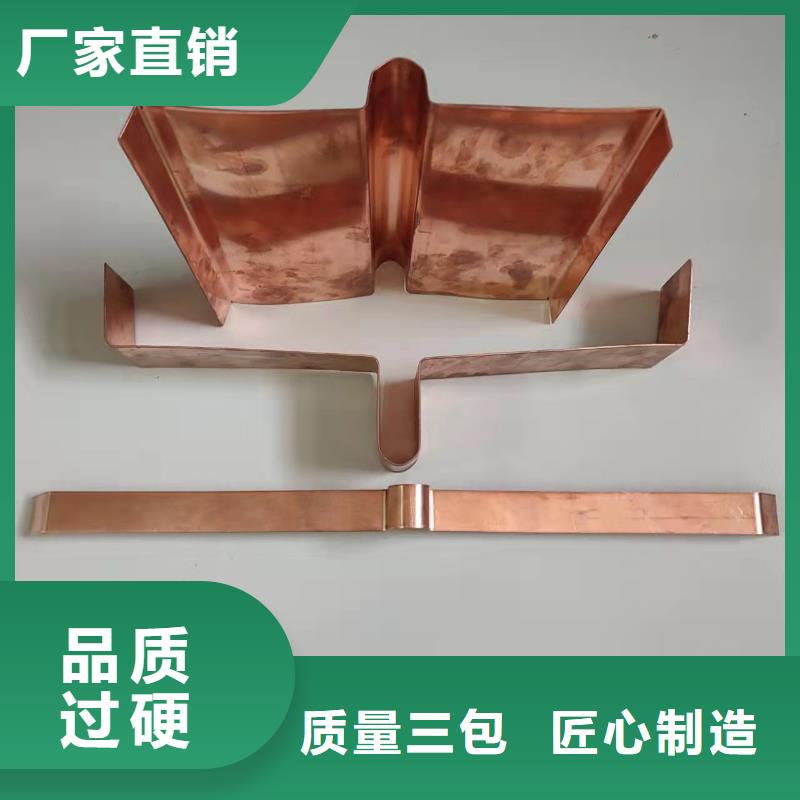
此系列主要是应用于涵洞弧形止水,除了要将止水铜片铜鼻子加工好,做成W型或F型等,同时还需要根据涵洞或建筑体的圆形弧度,将其弯折为相应半径或直径的圆弧型止水铜片。
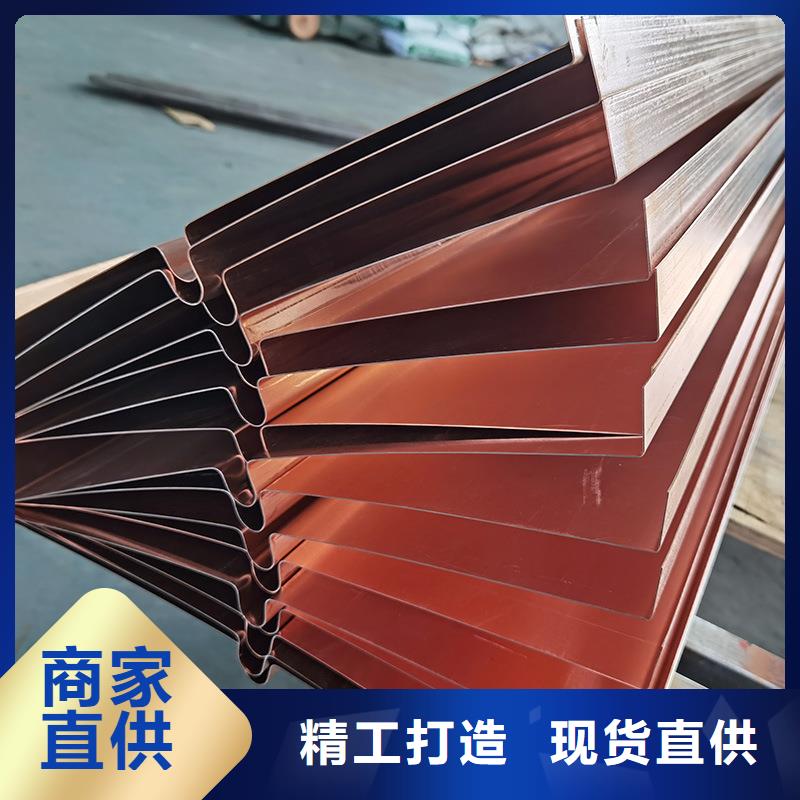
紫铜止水宁德止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
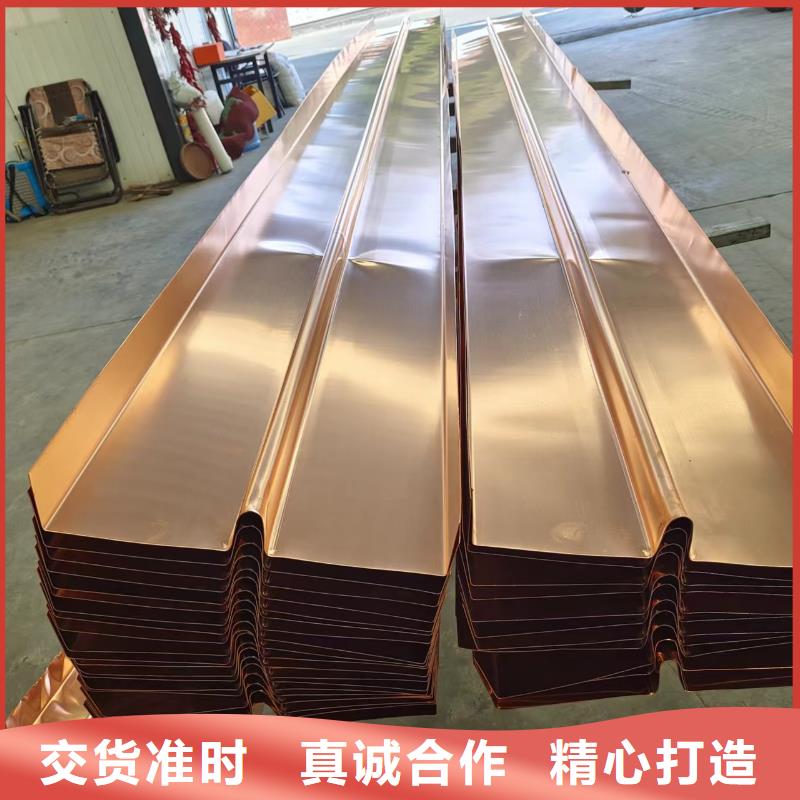
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,