服务热线:13181093766

更新时间:2024-12-25 21:23:44 浏览次数:4 公司名称: 绿洲金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 180 |
| 发货期限 | 3-5天 |
| 供货总量 | 9999 |
| 运费说明 | 物流 |
| 最小起订 | 10米 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 201 304 316 |
| 产品品牌 | 绿洲金属 |
| 发货城市 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国发货 |
| 产品颜色 | 按图纸要求 |
| 是否进口 | 否 |




不锈钢复合管护栏厂家不但起到防护作用,同时也起到装饰作用,所以也就需要让它有更好的美观,但是如何才能让它有很好的美观呢?首先就需要在生产中有更好的设计,不同的用户要求,不同的环境之下不锈钢复合管河道护栏,自然会对它的设计有不同的要求不锈钢护栏,只有它自身有独立的风格,同时又能和使用的环境相融合,才能有更好的外观,所以它的外观会受到了生产商的设计影响。 不锈钢复合管护栏厂家间焊缝的要求是很多技术比较关心的事,毕竟焊缝的好坏直接关系着不锈钢复合管护栏厂家的受力大小。如果焊缝方面的长度、宽度、厚度不够的话不锈钢复合管护栏厂家在一些受力大的地方是存在隐患的。
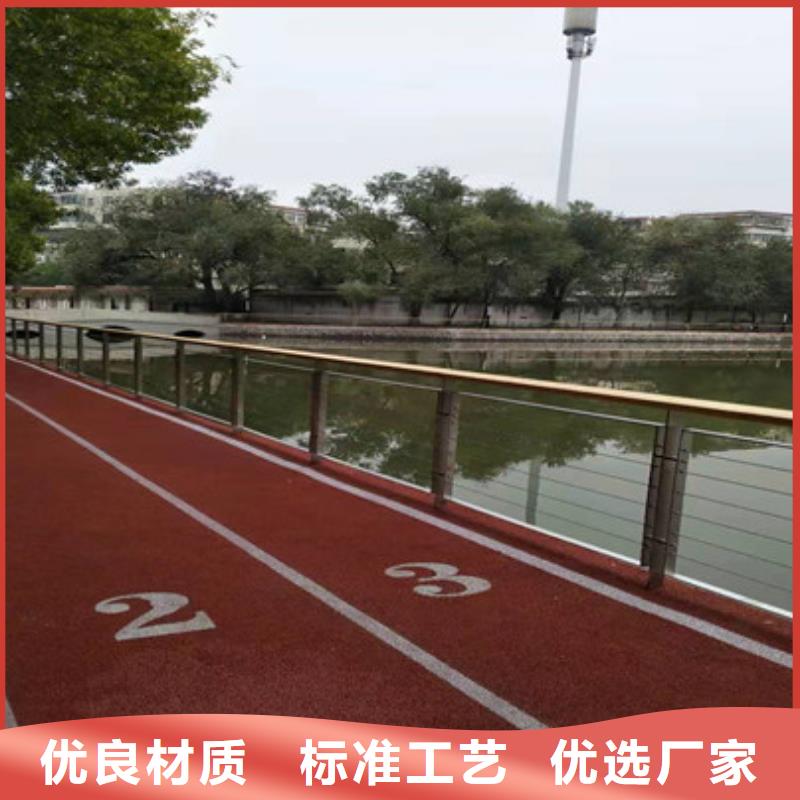
桥梁护栏,涉及一种用于中间隔板开口处的活动波式钢护栏,桥梁护栏由两片波纹钢护栏板和两根固定在两者之间的垂直立柱组成,两根立柱固定,夹在两个波形钢护栏之间。当高速公路正常运行时,桥梁护栏可以通过立柱轻松插入开口预先安装的插孔中,起到隔离和保护的作用。与此同时,桥梁护栏与道路外侧的不锈钢复合管护栏相呼应,形状统一美观。 车辆碰撞时,由于桥梁护栏具有良好的抗冲击性和吸能性,不易碰撞,对保护车辆和乘客也起到很好的作用。 (1)桥梁护栏的模板宜采用光洁度较高的防水胶合板(板状材料)或定型钢模板,支撑牢固。 (2)桥梁护栏的位置(ition )应放样,预埋钢筋(英文:steel bar)如有偏差,应按质量标准进行校正(词义:校对改正)。在桥梁护栏施工前应对全桥的桥面标高进行统测,如发现有偏差,应作统一调整。模板安装时应按基准线和标高认真进行校正,保持线形顺直,顶面和顺,标高正确。 3)桥梁护栏的伸缩缝必须与桥面伸缩缝在同一直线上,伸缩缝端模应保持与桥面伸缩缝在同一直线上,并支撑牢固。栏杆柱的立模,不论桥的纵坡有多大,栏杆柱应始终保持成铅垂线。 4)拆下的桥梁护栏模板,应进行养护维修,确保使用时模板光洁完好。
不锈钢复合管护栏由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。下面跟随聊城绿洲金属的小编一起来了解不锈钢复合管的主要技术特点。 1、具有良好的机械性能。由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热膨胀系数小。尤其适宜为建筑给水的立管和地埋敷设。 2、结合强度高。碳钢不锈钢复合管是将内层的不锈钢管套入热镀锌钢管,无缝钢管内,在机械力的作用下,使镀锌钢管做缩径处理,内层不锈钢管做扩径处理,使两层材质紧密结合,其结合强度超过行业标准规定02mpa以上。由于内外层材质相近,所以不会产生分裂现象。 3、防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化学性能,其防锈和防蚀比其它材质优越。内衬不锈钢复合管和不锈钢管件配套连接,其适用范围更广泛,除一般供水供热外,还适用于化工、医药、石油、食品、电镀等防蚀要求高的行业。 4、通径大、阻力小。内衬不锈钢复合管其内层不锈钢仅3B8㎜,所以实际通径与规定通径基本相符。而且内壁光滑、不结垢、阻力小、流水量大。 5、工作压力高。内衬不锈钢复合管能保证工作压力大于2.5mpa以上,可以满足各类建筑给水工程需要。 6、卫生环保、性好。由于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与内衬不锈钢管件与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。
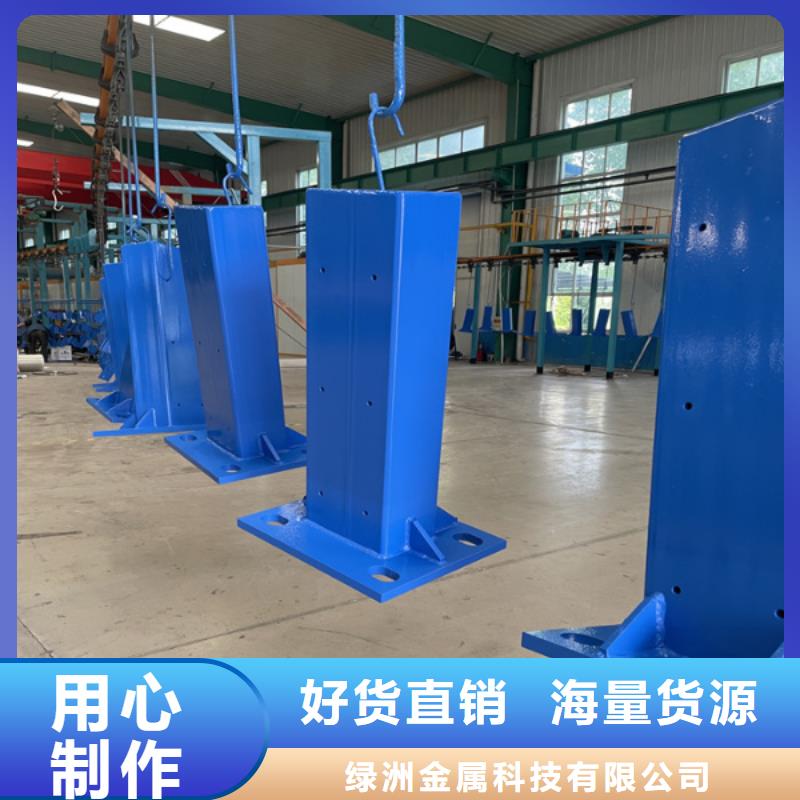
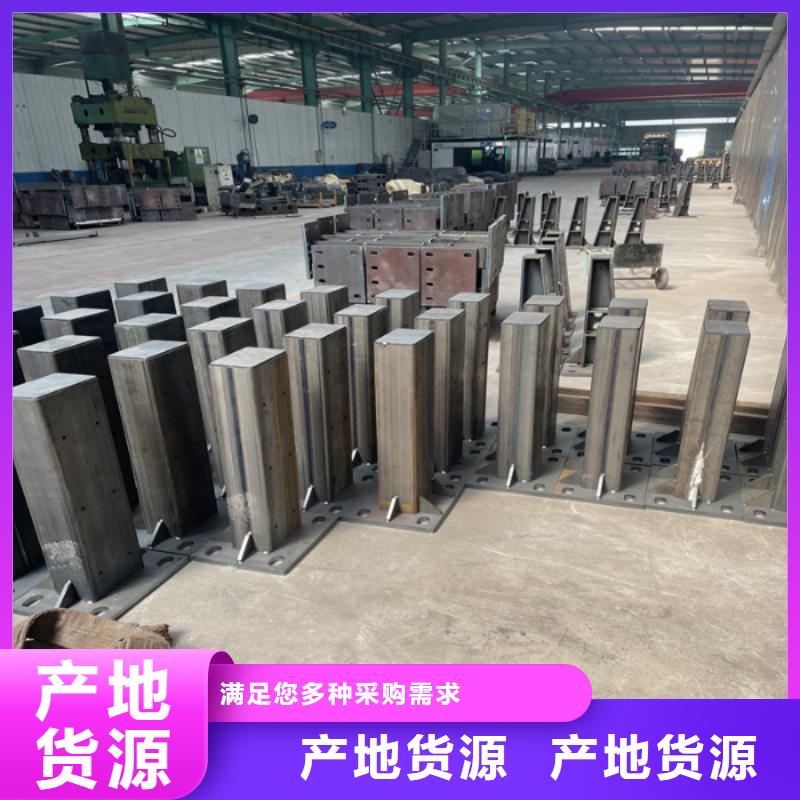
不锈钢复合管护栏:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为201材质,304的效果,其次301。不锈钢复合管护栏我公司生产的钢板立柱大型数控异形切割机、离子切割机、冲床、镀锌、喷塑车间等,护栏立柱,护栏钢板立柱、各样式护栏钢板立柱,镀锌喷塑护栏立柱 复合管钢板立柱,各种异形钢板切割和钢板加工等。 不锈钢护栏施工工艺 一、工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。 二、主要施工方法: 1、施工前应先进行现场放样,并计算出各种杆件的长度。 2、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 3、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 4、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 5、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。 6、杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。


