

更新时间:2024-12-28 00:20:07 浏览次数:3 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5000/kg |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 详询 |
| 最小起订 | 1 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20钢 |
| 产品品牌 | 九冶 |
| 产品规格 | 80*90 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 0012 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 质保时间 | 长期 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工 油缸 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 产品功率 | 1 |
| 工作温度 | 常温 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27/SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加加工定制 | 可加工定制 |


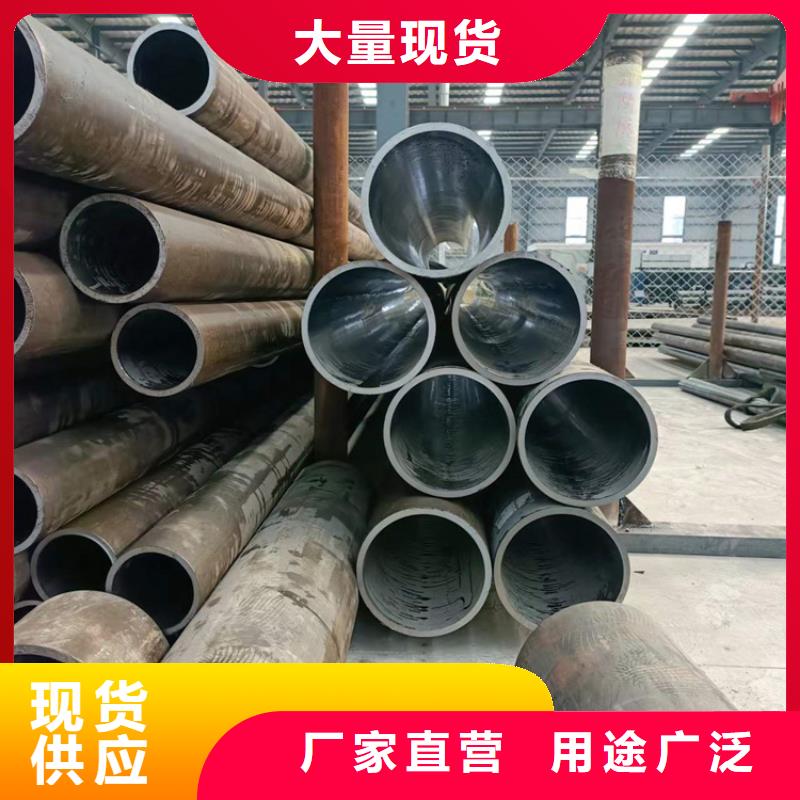
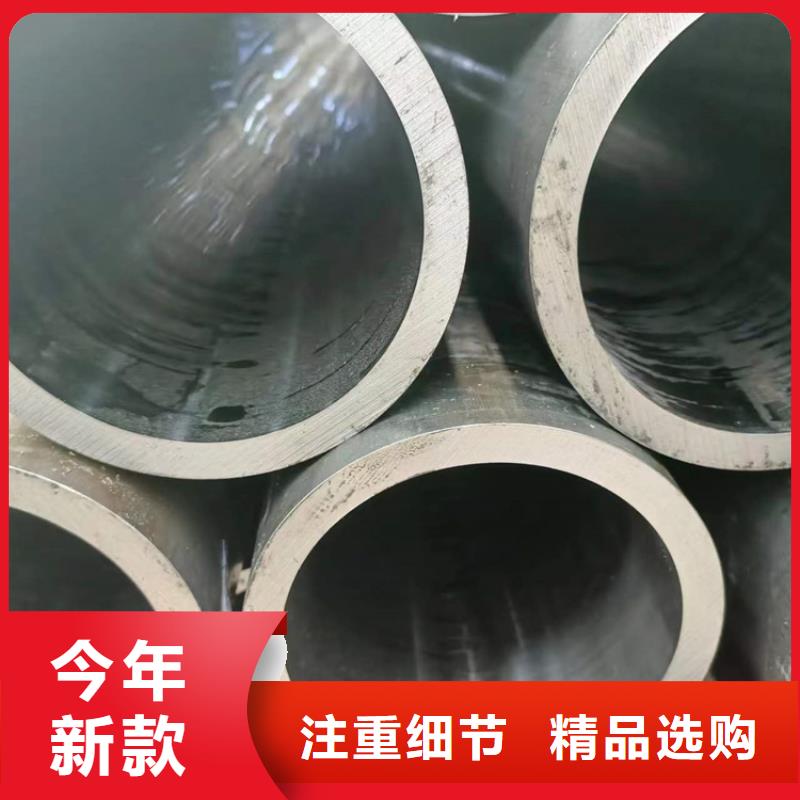





冷拔油缸管是一种经过冷拔或热压处理的高密度材料。由于高密度钢管内外壁无氧气,高压下无通风,精度高,光洁度高,冷弯、胀扁、无变形、无裂纹等,主要用于生产气缸、气缸等气动或液压元件,可以是无缝管。绗缝管的化学成分包括碳、硅、锰、锰、硫、磷、铬。 冷拔油缸管采用滚压加工。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。从而提高了填充管的表面耐蚀性,延缓了疲劳裂纹的产生,提高了填充管的疲劳强度。通过滚压成形,在滚压表面形成一层冷硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。研磨管

常州珩磨管油缸管绗磨管从供给方面看,行业的减产政策保持高压,环保方面的生产限制更加严格。4月上旬,中央环保督察组将启动新一轮督察。唐山地区有9家企业因限产期违规生产受到处罚,责令停产,9名相关负责人被行政拘留,8名乡镇干部将被追究行政责任。但这些都没有抑制钢厂生产的积极性。截至4月10日,螺纹钢每吨利润仍在200元以上,而沿海钢厂利润水平较高。截至4月7日,全国盈利钢厂占比仍处于85.89%的高位;高炉开工率77.62%,比前一周提高0.27%。中钢协数据显示,3月中旬粗钢平均产量为22420万吨,3月下旬粗钢平均产量为225.89万吨,连续增长0.75%。重点钢厂3月末平均粗钢产量1777万吨,环比增加1.53万吨;非重点钢厂粗钢日均产量48.19万吨,同比增加1.6万吨。如果不是实行高限产政策,产出将强劲反弹。但在严格限产的状态下,钢价并未出现强劲反弹,市场环境也与去年大不研磨管

常州珩磨管油缸管绗磨管油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。研磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。

常州珩磨管油缸管绗磨管厚壁油缸管用柴油或煤油清洗后,涂刷润滑油后用油纸包好, 放入木箱中,存放在干燥无腐蚀的环境中。在液压缸外表面和内表面喷柴油,内层用布覆盖,涂防锈油和外涂层。放在干燥处,先用柴油清洗干净,再用黄油内外涂一层防锈剂。如何提高绗缝管的疲劳强度通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无切屑加工,它利用金属在室温下的塑性变形来压扁工件表面的微小不平整度,从而改变表面结构、机械特性、形状和尺寸。因此,这种方法可以同时达到精整和强化两个目的,而这是磨削所不能达到的。无论采用何种加工方法,零件表面都会留下细小不均匀的刀痕,导致峰谷交错。滚压加工原理:是利用金属在室温下的冷塑性特点,用滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充到原来残留的低凹槽中的压力精整工艺,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面结构冷硬化,晶粒细化,形成致密的纤维状,形成残余应力层,提高硬度和强度,从而提高工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种非切削塑料加工方法。研磨管
