



更新时间:2024-12-24 21:38:56 浏览次数:6 公司名称:聊城 聚晟护栏制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 216/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 9987888 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 产地 | 山东 |
| 品牌 | 聚晟 |
| 材质 | 不锈钢 |
| 是否可定制 | 是 |
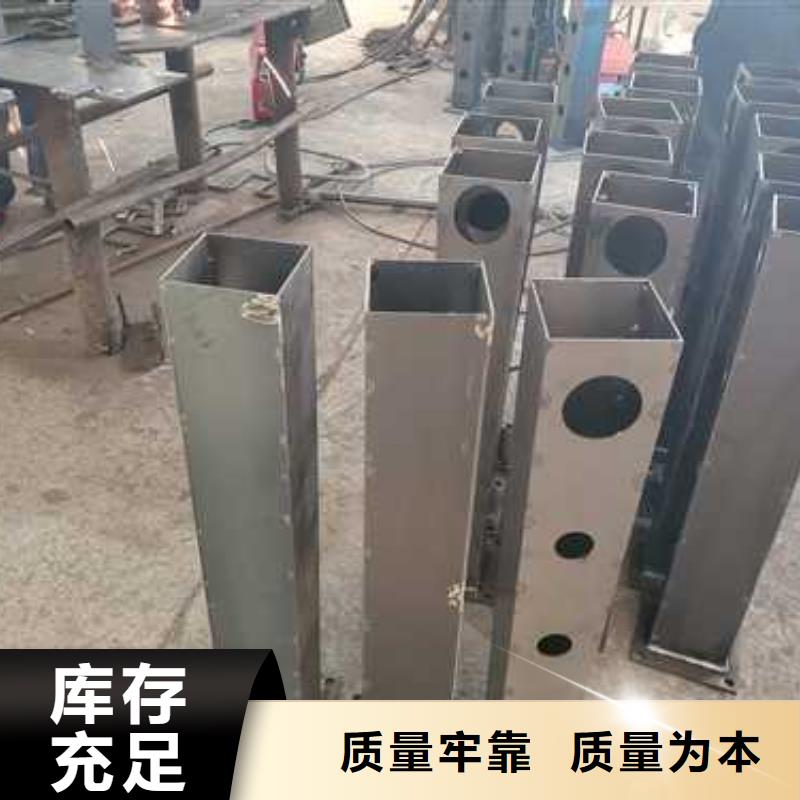





不锈钢桥梁护栏喷粉过程中要注意吊具的导电性且吊具上的徐层不宜太厚过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重一定要设计好挂具要求挂具牢固可靠;采用预烘的目的:一是除去工件上剩余的水分二是可以保证一定厚度的粉末涂料较好地附着在工件的表面三是保证工件尽快均匀受热加快固化过程一般预烘的温度是80—140℃.对于护栏产品根据其特点采用自动喷枪另加手工喷枪补喷相结合的形式目的是实时监控喷粉质量保证产品质量稳定.一般纯聚酚粉术涂料的固化条件是200℃10min通过调整加热炉的温度和链速来保证固化温度和时间. 不锈钢桥梁护栏喷粉采用冷风吹干在吹干的过程中对工件进行检查对于允许缺陷如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料趁工件未晾时涂程或喷覆于缺陷表面用余热固化对于重大缺陷需要进行返修处理根据涂膜厚度选取不同的处理方法一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法.

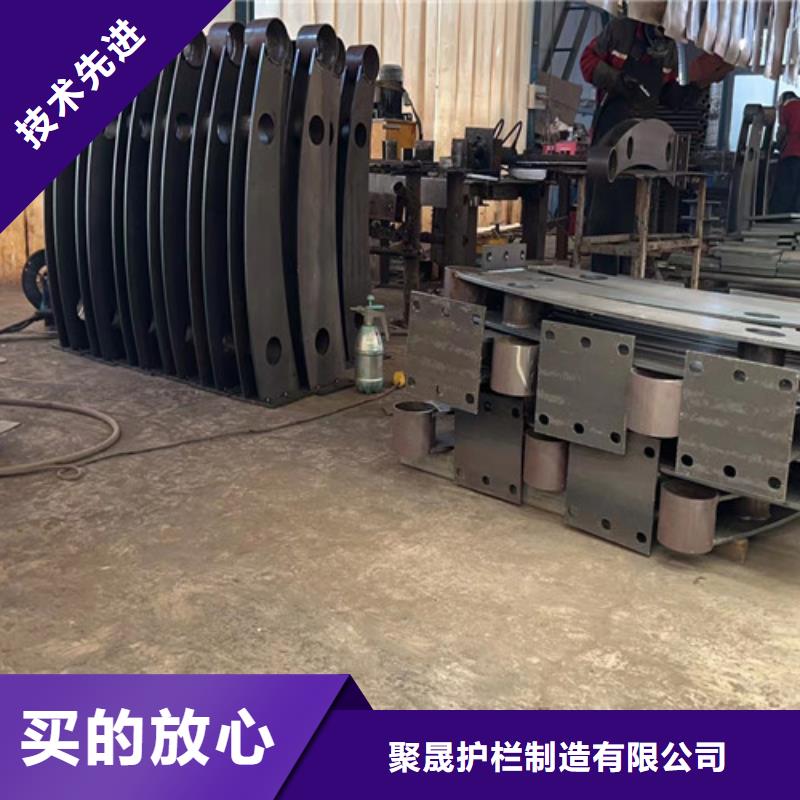
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
赤峰道路护栏总部