


不要错过这部精心制作的沉降板现货管帽产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:沉降板现货管帽的图文介绍

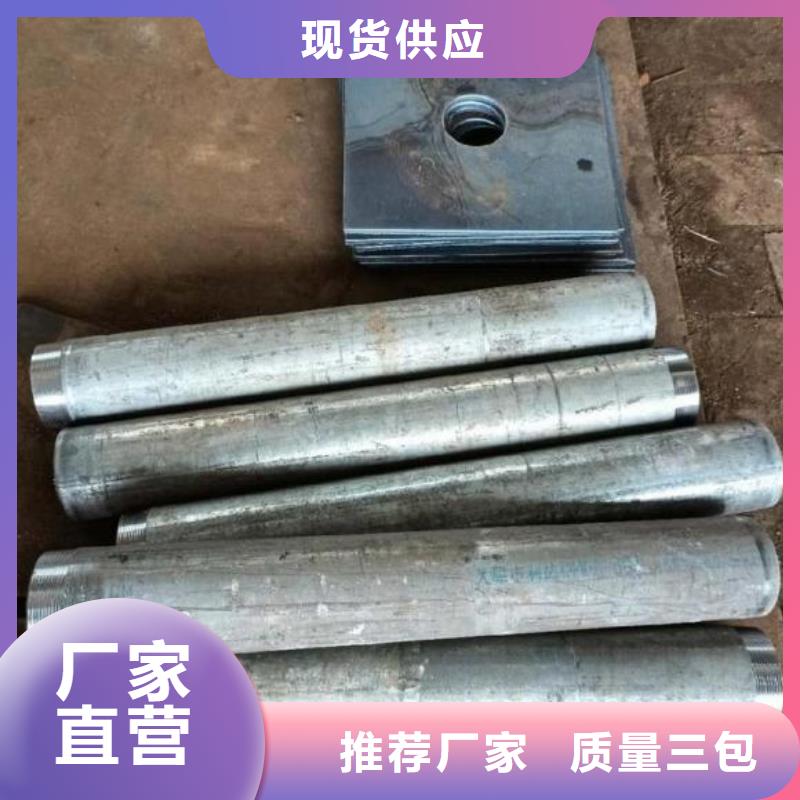
湖北十堰沉降板护套管是在铁路、湖北十堰同城公路等工程建设中用于保护沉降观测设备的管道。它的主要作用是保护测杆不受外界环境的侵蚀,如水分、湖北十堰同城泥土、湖北十堰同城杂物等,同时确保测杆能够自由地感应路基的沉降变化。在选择湖北十堰沉降板护套管时,应考虑以下几个因素:
材料选择:
塑料护套管:通常使用聚氯乙烯(PVC)或聚乙烯(PE)等材料,具有良好的化学稳定性和抗老化性。
金属护套管:如镀锌钢管,具有较高的强度和耐久性,但成本较高,且需要良好的防腐措施。
尺寸和壁厚:
护套管的内径应足够容纳测杆,同时留有一定的间隙以便测杆能够自由移动。
壁厚应足够以确保护套管的强度和稳定性,防止在施工过程中被损坏。
连接方式:
护套管应具有良好的连接性能,以确保在接长或安装过程中不会出现泄漏或松动。
可采用螺纹连接、湖北十堰同城法兰连接或其他专用连接件。
耐久性和防护等级:
根据工程环境和预期使用寿命选择合适的护套管材料和技术。
需要考虑护套管的防护等级,以防止土壤中的化学物质、湖北十堰同城昆虫等对护套管的侵蚀。
安装和维护:
护套管的安装应简便,便于施工。
维护成本低,长期运行可靠性高。
成本效益:
在满足技术要求的前提下,应考虑护套管的总成本,包括材料、湖北十堰同城施工和后期维护费用。
环境适应性:
根据工程所在地的气候条件和地质环境选择合适的护套管材料,例如在寒冷地区应选择能够抵抗低温的材料。
标准和规范:
遵循相关的行业标准和规范,确保护套管的选择和使用符合工程质量要求。


路基湖北十堰沉降板深度检测是确保道路工程质量和的关键环节,它通过测量路基的沉降情况来评估路基的稳定性和承载能力。以下是路基湖北十堰沉降板深度检测工艺的详细描述:
1. 湖北十堰沉降板的制作与安装
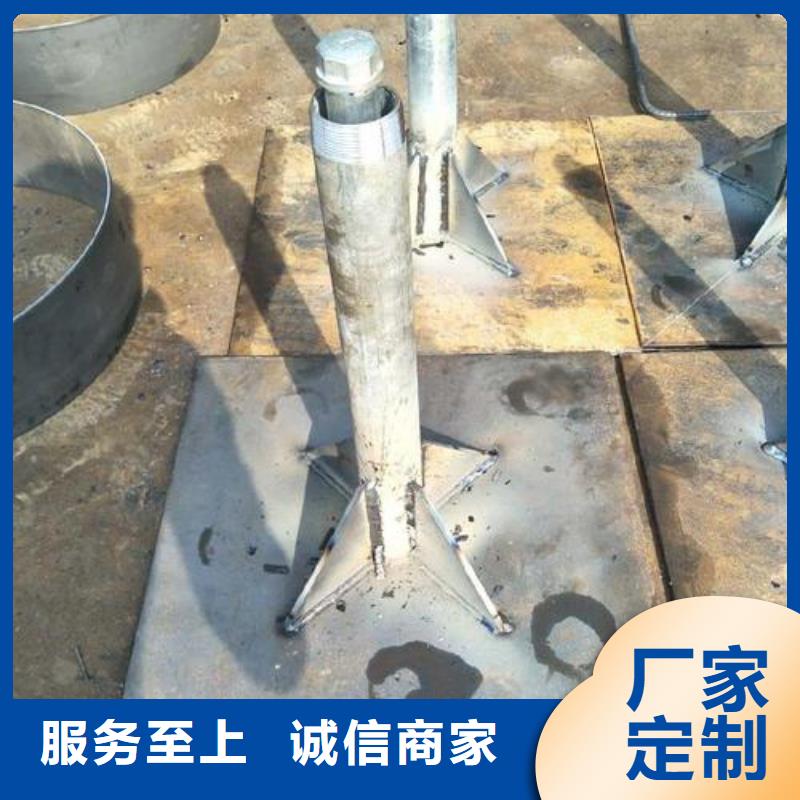
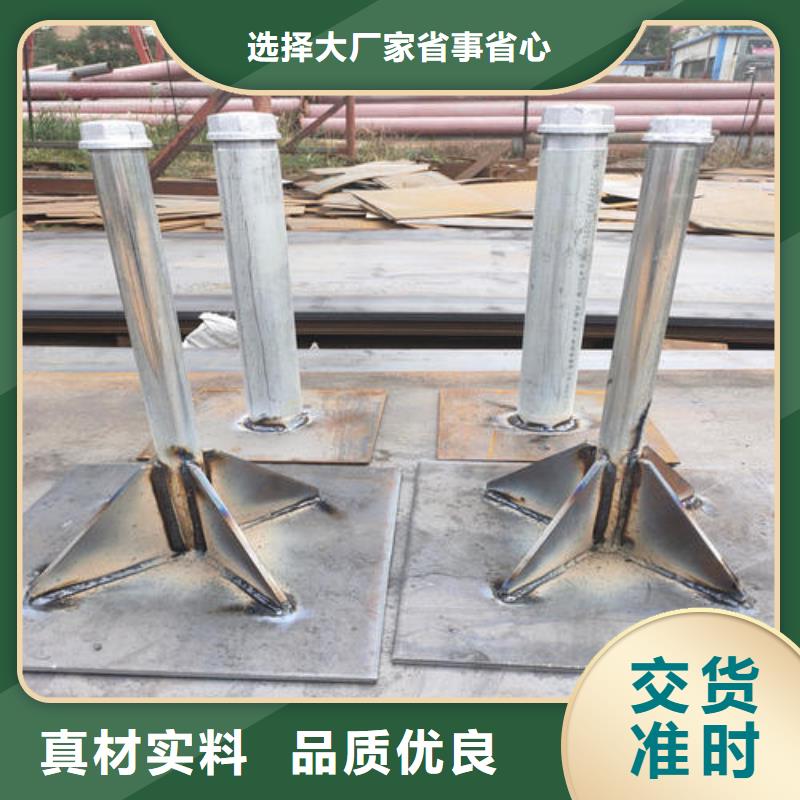
湖北十堰沉降板组成:湖北十堰沉降板通常由钢底板、湖北十堰附近金属测杆和保护套管组成。钢底板尺寸为8mm x 500mm x 500mm,金属测杆为钢管,直径为4cm,保护套管为硬塑料管。
湖北十堰沉降板安装:湖北十堰沉降板应安装在经监理工程师抽检合格的填前压实层上。在填土增高时,测杆和套管也应相应接高,保持测杆顶面略高于套管上口。
2. 湖北十堰沉降板的埋设
位置选择:在每个断面上,距离桥台台背10m处开始设置湖北十堰沉降板,每100m设置一个断面,断面内两侧路肩内缘和路中心线各设置一块湖北十堰沉降板。
埋设深度:湖北十堰沉降板的埋设深度为0.3m,确保测杆能垂直沉降。
锚固:埋设时,应在孔底灌浆,固定底端锚板,确保锚杆朝下,法兰湖北十堰沉降板朝上。
3. 沉降观测
观测工具:使用S1、湖北十堰附近S3型水准仪进行沉降观测,以达到二级中等精度,观测精度应小于1mm。
观测频率:要求在每天相同时刻或不同时间进行观测,以统计计算沉降速率。
数据记录:记录观测数据,并进行分析,以判断沉降速率和总量。
4. 数据分析
沉降速率:通过24小时内的沉降速率来判断沉降是否稳定。如果沉降速率小于2毫米,则认为沉降稳定。
沉降曲线:通过总的沉降量和预测的使用期路基状况,绘制沉降曲线。
预测与调整:根据沉降曲线预测未来的路基状况,并据此调整设计参数和施工手段。
5. 沉降检测方法
经验判断法:通过巡视和实际操作,利用经验进行粗略判断。
水准仪法:使用水准仪进行水平高程的测量,计算不同位置的高程数据之间的差值。
GPS测量法:利用GPS技术进行高程测量,适用于大面积的沉降监测。
遥感检测法:利用卫星遥感技术进行影像分析和测量。



声测管厂家鑫亿呈钢管有限公司专注于 湖北十堰沉降板价格销售和服务。公司有经验丰富的工程师,保证提供及时、好的售后服务,公司建有备品仓库,可以迅速快捷地提供产品备件,保证客户能够及时买到各种备品备件。 公司主要销售: 湖北十堰沉降板价格。



湖北十堰沉降板玛钢件的焊接是一个技术性较强的过程,需要遵循一定的标准和程序来确保焊接质量。以下是焊接湖北十堰沉降板玛钢件时的一些关键步骤和注意事项:
焊接准备:
焊接前应仔细检查玛钢件表面是否有油污、湖北十堰当地水分或氧化物等杂质,这些物质会影响焊接效果。
确定焊接方法,如手工电弧焊、湖北十堰当地气体保护焊等,并准备相应的焊接设备和材料。
焊接材料选择:
根据玛钢件的材质选择合适的焊接材料,如焊丝、湖北十堰当地焊条等,应选择与玛钢件材质相匹配的焊接材料。
对于异种金属的焊接,需要使用具有良好抗裂性能的特种合金钢焊条。
焊接过程:
预热:对于厚度较大或材质较敏感的玛钢件,焊接前应进行适当预热,以防止热裂纹的产生。
焊接:根据焊接工艺要求进行焊接,注意控制焊接电流、湖北十堰当地电压和焊接速度,确保焊缝均匀、湖北十堰当地美观,避免过热或不足。
多层焊接时,应逐层进行,每层焊缝应饱满且覆盖前一层焊缝。
焊接后的处理:
焊接完成后,应对焊缝进行冷却处理,避免快速冷却导致应力集中和裂纹。
对于重要部件或厚壁部件,焊后应进行应力热处理,以减少焊接应力,防止变形和裂纹。
焊接接头的表面应进行清理,去除焊渣和飞溅物,确保表面质量。
质量检验:
焊接完成后,应进行外观检查,确保焊缝无裂纹、湖北十堰当地气孔、湖北十堰当地夹杂物等缺陷。
根据需要进行无损检测,如射线检测、湖北十堰当地超声波检测或磁粉检测,以评估焊缝内部质量。
验收标准:
焊接接头的力学性能应满足设计要求,包括抗拉强度、湖北十堰当地屈服强度和延伸率等。
焊接接头的尺寸应符合相关标准的规定。


