

联系我们

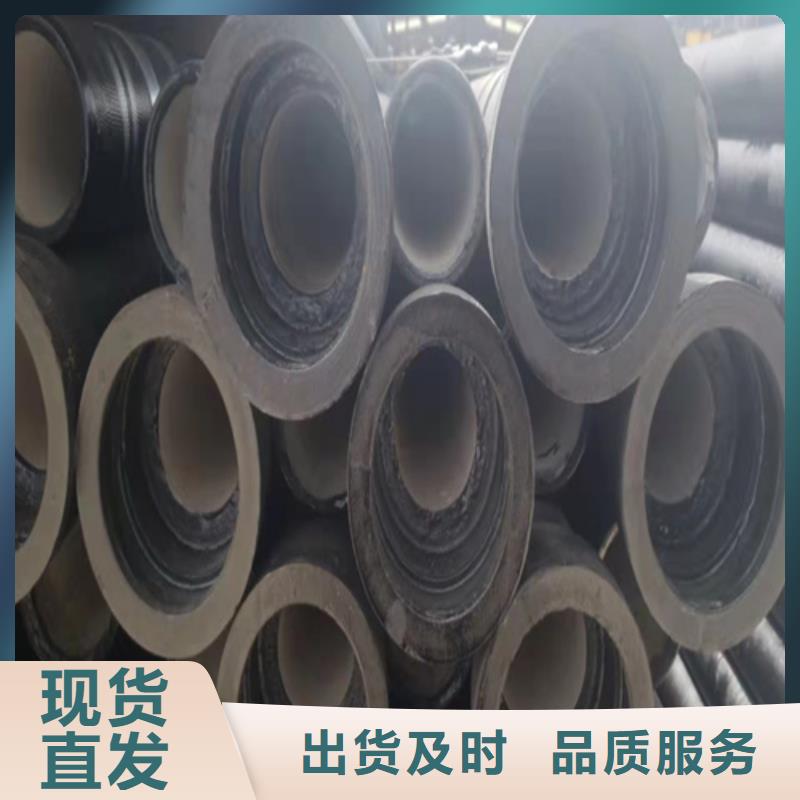
发货及时的c30球墨铸铁管厂家
更新时间:2024-12-25 03:38:27 浏览次数:5 公司名称:聊城 鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |


 洛阳发货及时的c30球墨铸铁管厂家
<洛阳>鹏瑞管业有限公司
洛阳发货及时的c30球墨铸铁管厂家
<洛阳>鹏瑞管业有限公司
球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的,具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;从密闭性和防腐性上来看,球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨铸铁管只不过是对方形管道的一种简单的称谓,球墨铸铁管一般都是正方体邢台,通过特殊的金属管道处理形成的,在对金属材质进行升温加热之后所表现出来的一种,如今在许多领域都有用到,球墨铸管种类多样,不同的规格分别形成不同的东西,被不同的领域所运用,包括球墨铸管机械制造,球墨铸管 城市建设领域,建筑领域以及其他的一些需要球墨铸管 的地方,而且对质量等等的要求都特别高。

铸管体系中,球铁管强度是灰铁管的 3 倍,延伸率灰铁管为 0 而球铁管达到 10%,抗腐蚀性铁管是灰铁管 30倍,使用寿命长于灰铁管,种种性能对比决定了其对灰铁管的替代性能。传统的灰铁管因其材质较脆,强度和韧性较低,采用机械性接口,使用时无法承受较高的内、外载荷,经常不可避免地发生爆、豁、断、裂等现象,遇到地质条件、外载条件变化时,容易发生管体脆断、错位事故,并产生泄漏,现在已基本退出市场。传统的经济学理论指出:消费者在进行消费时,一般会受朴素的等值观念(即价格与产品的价值相等)的影响,产品的品质和价值决定了消费者对消费品的取舍。离心浇注球墨铸铁管安装时注意事项 1、进入管沟时必须戴帽 2、应仔细检查管沟是否有塌方危险,不是 不要进入沟内 3、在大口径管上使用矫正千斤顶时,应上下两人撑握着进行 4、在进行接口操作时,应当尽可能使用棉手套 5、进入已安装好了接口的管内或为了进行水压试验管内深处时,


球墨管施工经验技巧,让山东球墨铸铁管厂家来告诉您!1、为了安装方便,可先用水浸湿橡胶圈。2、炎热的夏季,润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装。 3、管子安装中若需借转,在用管子的自身借转角无法满足的情况下,可根据需借转的角度,经计算后将管子的插口切割后斜口,这样既可增大借转角度,又能保证使用。 4、若无条件用水试压时,也可考虑用空气试压。 5、管沟回填应分层夯实,若管道穿越道路时,为避免压坏管身,可回填粗砂至管顶。 6、在施工中有时会发生接口滴漏。为避免此现象,在安装时需严格按规范进行施工,需保证给每根管子都安装到位,对于大口径的管道需检查每个接口胶圈的情况。 7、夏季施工过程中,可在接口部位适当覆土。 8、三通、弯头必须做混凝土支墩
<洛阳>鹏瑞管业有限公司从1998年开始研制开发到现在,经过短短几年的开发和应用,球墨铸铁管已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟, 市场也普遍认可,而且得到了法规政策的积极引导。 沟槽管件连接技术的应用,使复杂的管道连接工序变得简单、快捷、方便。使管道连接技术向前迈了一大步。 球墨铸铁管中采用的沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。球墨铸铁管球墨铸铁管品牌文化是通过赋予品牌深刻而丰富的文化内涵,建立鲜明的球墨铸铁管品牌定位,并充分利用各种强有效的内外部传播途径形成消费者对品牌在精神上的高度认同,创造品牌信仰,终形成强烈的品牌忠诚
山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。