



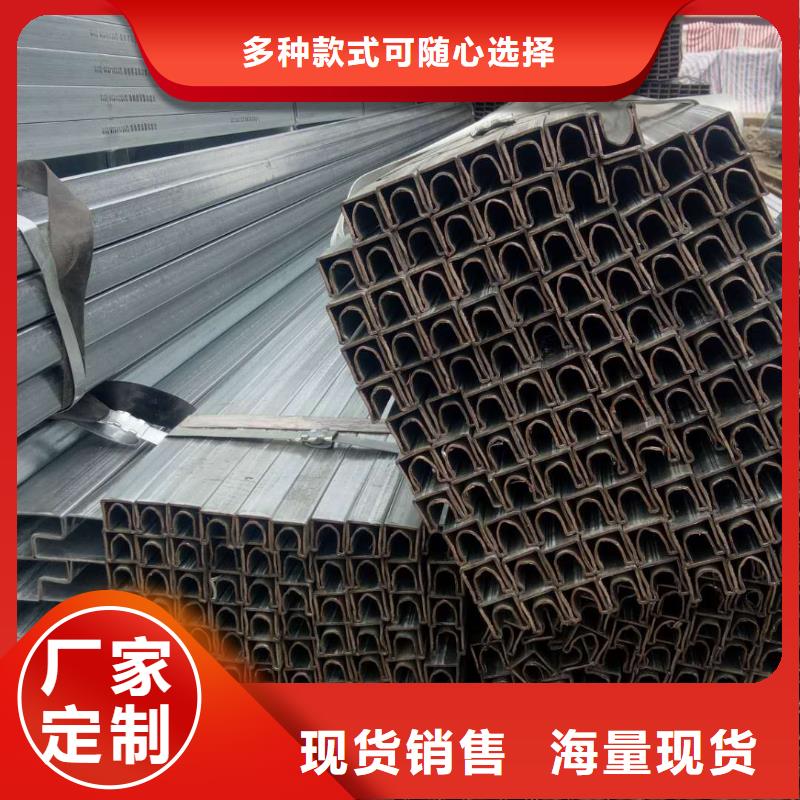

淮安异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,淮安异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,淮安异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。
淮安异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
淮安异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
淮安异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
淮安异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
淮安异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
淮安异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
淮安异型管焊嘴与异型管间的距离以15-25mm为宜。
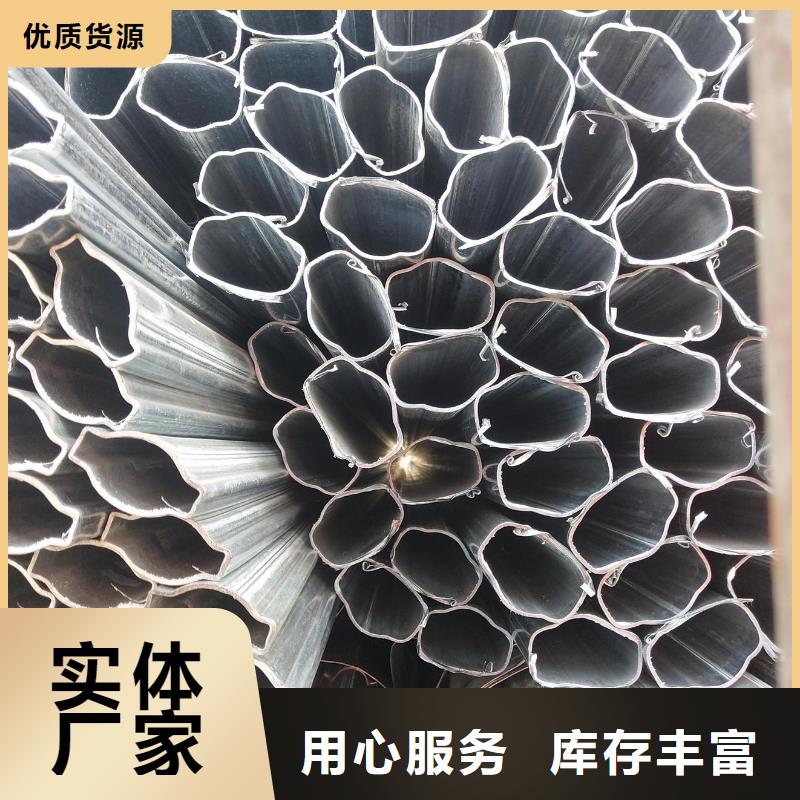
其次我们在淮安异型管生产工艺和检测方法上积累了十分丰富的经验,同时建立了一套完善的质量保证体系。目前具备了力学好能测试、工艺好能测试、涡流探伤、超声波探伤及其水压检验等一整套检验、检测手段与高素质的质检队伍。异型管厂家产品多次经产品质量检测中心检测,各项指标均符合 规定标准,产品质量是相当可靠的、具有稳定雄。异型管是种方形体的管型,很多种材质的物质都是可以形成方管体的,它是以钢管为多数,经过拆包、平整集卷曲进而焊接形成圆管,再由圆管轧制成方形管之后剪切成需要的长度。异型管厂家的产品壁厚的允许偏差,当壁厚不得超过公称壁厚的正负,弯角及焊缝区域壁厚是除外的。异型管厂家允许交付短尺与非定尺产品,也是可以接口管形式交货的,但需要人们在使用时应将接口管实现切除。短尺和非定尺产品的重量不超过总交货量的一成,而对于理论重量大的异型管应不超过总交货量的两成。
淮安异型管是如何生产出来的? 传统的锥形管在进行生产的过程中,为了能够得到其更好的表面质量,在使用的过程中会采取很多的办法,这里有效的包括了采用其强度更高的模具、先进的锥形管机以及采用其润滑产品等。 企业在加工的过程中要是采用其强度高的模具或者是的锥形管机,这样企业往往需要投入非常大的资金来进行完成,可以使在传统的生产工艺中,其油基锥形管润滑产品在一定上可以满足企业需求。
淮安异型管以及新型可靠、异型钢管的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,使用会越来越普及,异型钢管经济获得快速增长,城镇住宅、公共建筑和旅游设施大量兴建,对热水供应和生活用水供给提出了新的要求。特别是水质问题,人们越来越重视,要求也不断提高异型钢管将逐渐退出历史舞台,塑料管、复合管及铜管成了管道系统的常用管材。但在许多情况下,异型钢管优越性,特别是壁厚仅为0.6~1.2mm的薄壁不锈钢管在优质饮用水系统、异型钢管在首位的给水系统,具有可靠、卫生环保、经济适用等特点。异形管是除开不锈钢圆管之外的别的横截面样子的不锈钢钢管的统称。按钢管横截面样子规格的不一样又可分成等壁厚异形不锈钢钢管、不等壁厚异形不锈钢钢管、变直经异形无缝钢管。