

浩融金属制品厂有限公司是一家集 山西太原镀锌管批发、零售、配送于一体的大型 山西太原镀锌管现货公司。主要经营 山西太原镀锌管规格齐全,品种丰富,价格从优,本着“质量为先、诚信为本”的经营宗旨,赢得您的支持和信任,热情欢迎新老客户来人来电咨询。



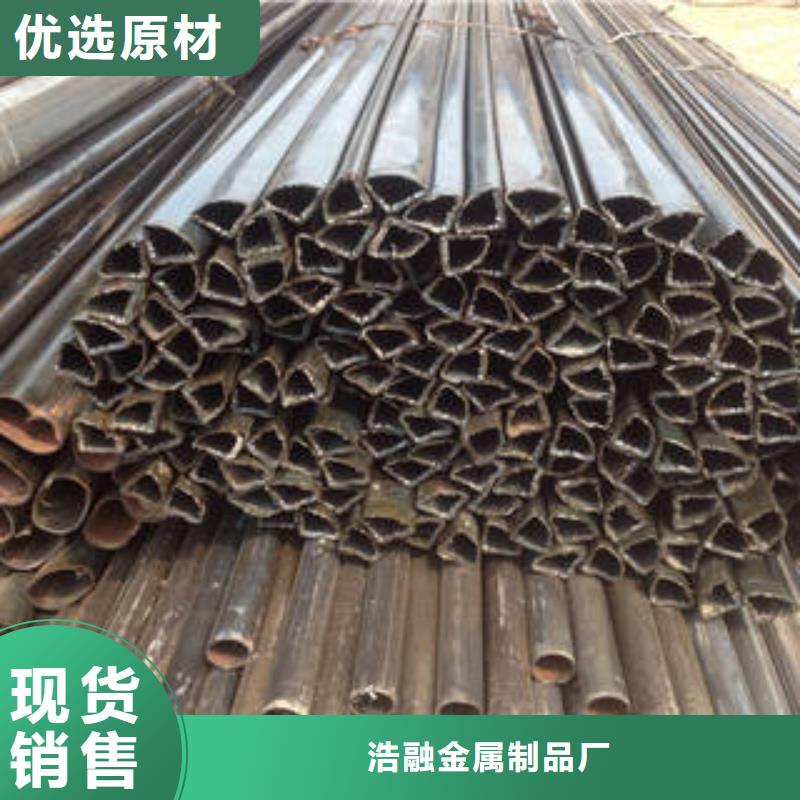
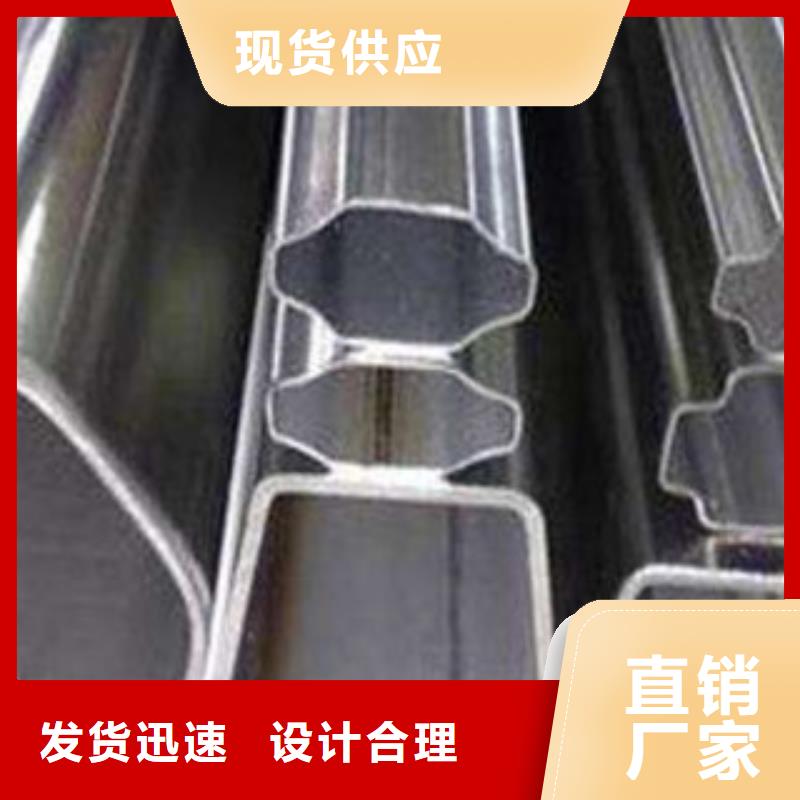
椭圆异型管,一般是在圆形管的基础上挤压成鸭蛋形状,椭圆异型管分为正椭圆和平椭圆,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个短面成圆弧状。
主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。
防腐处理方法
用沥青漆涂在异型管层:
水泥砂浆内衬+特殊涂层
用环氧煤沥青涂异型管层
环氧陶瓷内衬
铝酸盐水泥涂层和硫酸盐水泥涂层
用聚氨酯涂异型管层



异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。



自动化
由于冶炼时间短,生产效率高,再加转炉容量不断扩大,为准确控制冶炼过程,保证获得合格钢水成分和出钢温度,必须进行自动控制和检测,实现生产过程自动化。在这种情况下,可以实现异型管生产的高度机械化和自动化,减轻工人的劳动强度,改善劳动条件。
适应性强
氧气顶吹转炉对异型管原料的要求,与空气转炉相比并不那么严格,可以和平炉、电弧炉一样熔炼各种成分的铁水。
效率高
一氧气顶吹转炉的异型管钢产量远比其他方式的平均小时产量高,而且从冶炼周期上看,转炉比平炉、电炉的冶炼周期要短得多。



异型管生产应的职业危害
(一)灼伤烧伤
在异型管的生产过程中,工人与钢渣、钢水及火焰接触的机会多,发生灼伤烧伤的危险性较大。特别是在机械化不够、体力劳动较多的情况下,如出渣、加料、打开出钢口和浇铸钢锭的过程中易发生烧伤。有效的防止烧伤的办法是实行机械化操作,同时加强个人防护。
(二)燃烧爆炸
异型管生产中可能引起煤气爆炸及钢水爆炸事故。加料时,要禁止加湿料,注意原材料内是否有。煤气管道应保持正常压力,盛钢水的钢水罐要烘干,地面不可有水或过于潮湿。