

联系我们

厚壁无缝钢管质量合格
更新时间:2024-12-25 10:09:58 浏览次数:4 公司名称:聊城 亚广金属有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 653 |
| 运费说明 | 电联 |



内江厚壁无缝钢管质量合格 <内江>亚广金属
渗氮处理 根据内江无缝钢管渗氮处理的基本原理和工艺特点,其工艺参数有渗氮湄 度、渗氮时间和氨的分解率等,归纳其要点如下。 【1】渗氮温度 渗氮温度在500°C时,具有 的表面硬度,超过该温度则杉出现硬度的降低,其原因在于500°C以下氮化物的聚集不显著,菸散度大的缘故。同时考虑到氮化温度与硬度、氮化层深度、内江无缝钢管变形量等众多因素的关系,通常将氮化温度控制在480?560°C 渗氮与硬度的关系见图8-2。 【2】渗氮时间 渗氮一定时间后,表面硬度达到 值,延长时间后硬度稍芊下降,如渗氮温度越高则达到 值的时间越短,硬度値就越低; K化层的深度随时间的延长而增加。图8-3为38CrMoAl氮化钢氣 ft层硬度、深度与温度、时间的关系。 图8 3 38CrMoAl内江无缝钢管氮化层硬度、深度与温度、时间的关系 【3】氨的分解率 氨的分解率是氨分解产生的氢和氮占炉气体积的百分比,分解高则炉内氢浓度高,使氮原子处于停顿状态,即阻止氮原子的渗入;反之分解率低则造成与内江无缝钢管表面接触的活性氮原子数量减少,$ 气又使脆性增加。分解率与炉内压力、氨的流量、内江无缝钢管表面的状2 以及有无催化剂等因素有关,因此分解率应控制在一个适当的S 围内,.一般而言氨的分解率控制在18%?45%左右,具体参见导 8~11。氨分解率的大小可以通过氨流量以及炉内压力的高低>1 调节。 根据渗氮层深度和硬度的要求可以进行一段、二段或三段渗_ 处理,同时要根据内江无缝钢管的材质与技术要求来加以合理的选择,要if 行综合的分析并结合其工作的条件,不要顾此失彼,要明确的是化内江无缝钢管的预备热处理是调质处理。

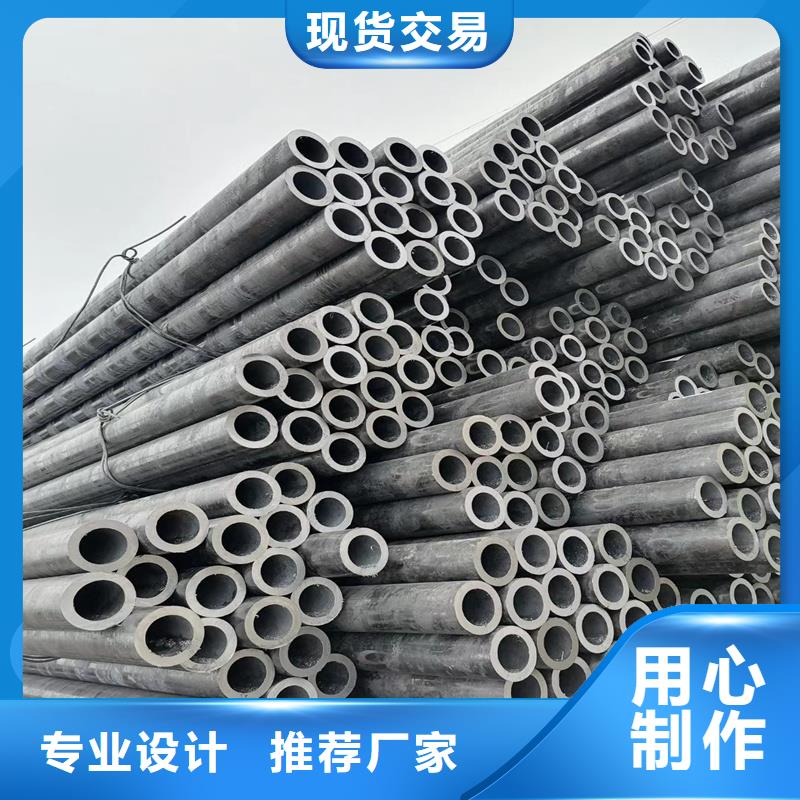
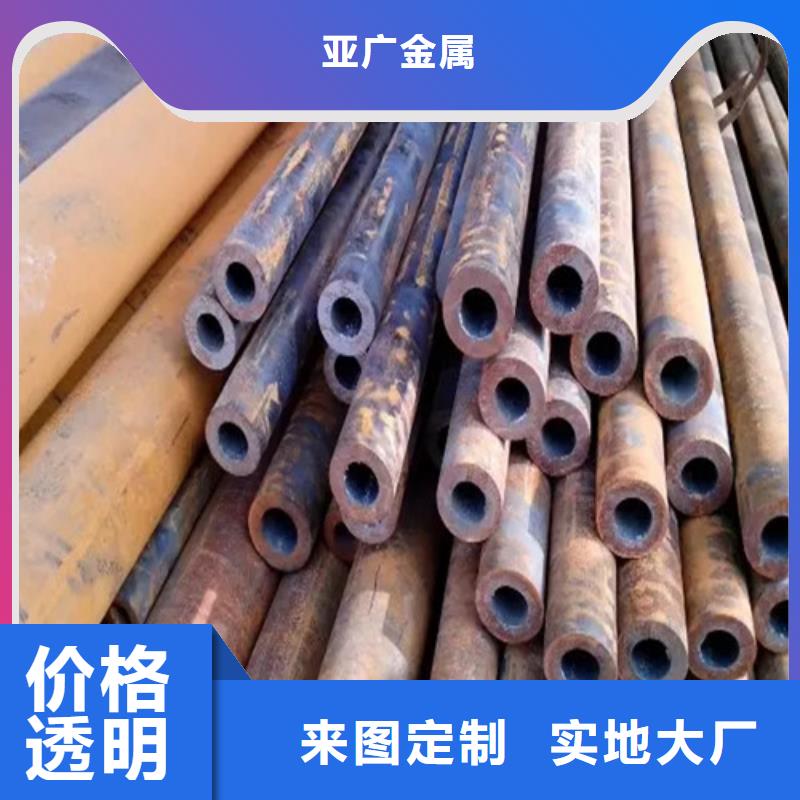
冷轧(拨)内江无缝钢管的分类: 冷轧(拨)内江无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧内江无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧内江无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。 ②冷轧(拔)内江无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的内江无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧内江无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧内江无缝钢管要短于热轧内江无缝钢管,冷轧内江无缝钢管的壁厚一般比热轧内江无缝钢管要小,但是表面看起来比厚壁内江无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
