


想了解【镀锌H型钢H型钢抛丸喷漆不只是质量好】产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:【镀锌H型钢H型钢抛丸喷漆不只是质量好】的图文介绍

打开悉数H型钢有热轧成型及焊接组合成型两种出产办法。焊接H型钢是将厚度适宜的带钢裁成适宜的宽度,在接连式焊接机组大将边部和腰部焊接在一起。焊接H型钢有金属耗费大、出产的经济效益低、不易确保产品功能均匀等缺陷。因而,H型钢出产以轧制办法为主。H型钢和一般工字钢在轧制上的首要区别是,后者能够在两辊孔型中轧制,前者需要在全能孔型中轧制。选用近终形连铸异型坯、经过四辊全能轧制工艺出产的热轧H型钢具有优质、、低耗、低成本等显著特色,在进步钢铁资料质量、进步运用经济效益方面具有巨大的优越性。高频焊接H型钢:将分流器端片(T型材、H59-1黄铜)两件与电阻片(厚1.5、宽20、长45,锰铜板)5片;以高频加热的办法;用铜磷专用焊料焊接;要求:钎焊进程≤1min,要点处理:定位和焊接问题(以往钎焊进程选用气焊办法)。


由于仅用 轧机尚不能对翼缘边端施以压下,这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品 轧机,又叫 精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。



我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为HZ、HK和HU.窄翼缘H型钢适用于梁或压弯构件,而宽翼缘H型钢和H型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢比较,等分量前提下,W、Ix、Iy截面功能都不如H型钢H型钢因为截面比较合理。所以以后会逐步代替I型钢在结构中的主导地位,现在做钢结构,首要运用的都是H型钢,I型钢首要运用在非必须结构中,并不一定是工字钢多用于梁,H型钢多用于柱,咱们常用的做法是H型钢中HW和HM(宽翼缘和中翼缘)多用于柱,H型钢中HM和HN(中翼缘和窄翼缘)多用于主梁,工字钢多用于次梁或组合起来运用(一般用在柱)。


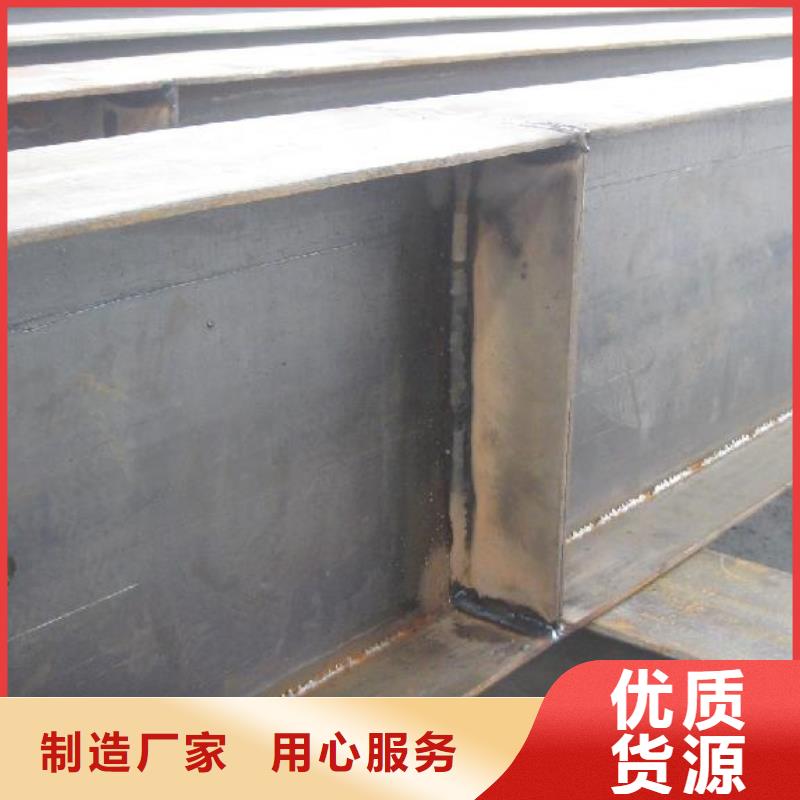
用于各种桁架结构中可节约金属15%~20%.由于其翼缘内外侧平行,缘端呈直角,便于拼装组合成各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。H型钢声屏障用H型钢分类以上介绍只是比较简单的介绍,想了解更多的介绍请关注我!H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。


阔恒兴旺国际贸易有限公司主营: 广东茂名红铜扁排,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。


