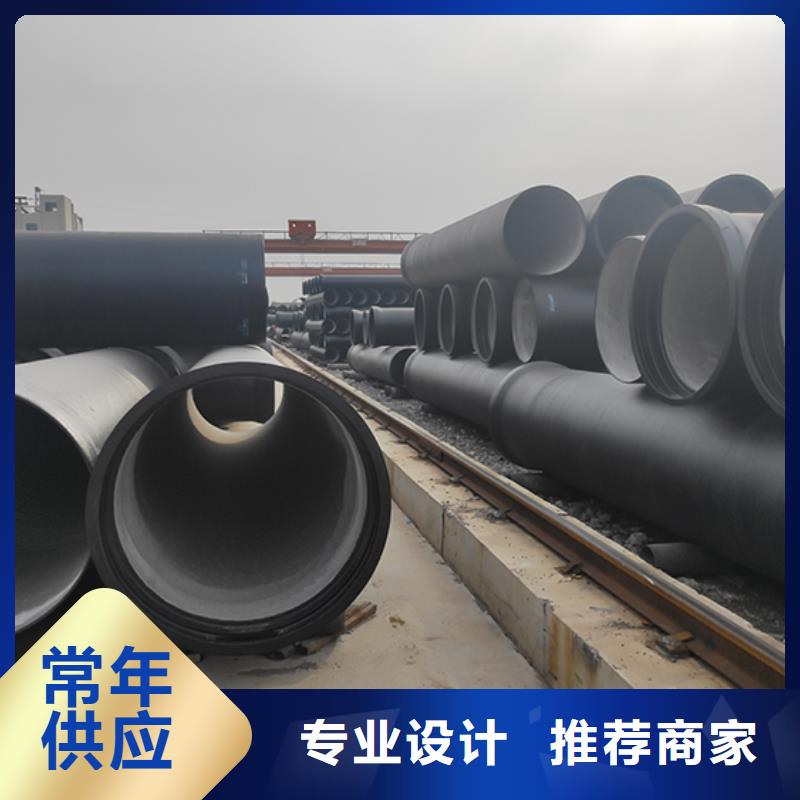





#球墨铸铁管#的性能和主要应用场景有哪些? 下面我们来介绍一下:
球墨铸铁管也叫球墨管几乎用于所有需要高强度、塑性、韧性、耐磨性、抗剧烈热和机械冲击、耐高低温、耐腐蚀和尺寸稳定性的主要工业部门。 为了满足使用条件的这些变化,球墨铸铁管有多种等级可供选择,具有广泛的机械和物理性能。
根据国际标准化组织 ISO1083 的规定,大多数球墨铸铁管主要以非合金状态生产。 显然,这个范围包括抗拉强度大于 800 N/mm 和伸长率为 2% 的高强度牌号。 另一个极端是高塑性等级,其伸长率大于 17%,相应地强度较低(370 N/mm 勺。强度和伸长率不是设计师选择材料的根本,其他决定性重要的属性包括屈服强度、模量 弹性、磨损和疲劳强度、硬度和冲击性能。此外,耐腐蚀性和抗氧化性以及电磁性能对设计者来说可能是至关重要的。为了满足这些特殊用途,一组奥氏体球墨铸铁,通常称为 Ni-Resis 球墨铸铁 . 这些奥氏体球墨铸铁主要以锌、铬和锰为合金,并列在国际标准中。
主要用于以下场景:
1、城市生活用水日益紧缺,除饮用水外,再生水还可用于灌溉和洗车。
在城市,为了避免地下水短缺,可以使用球墨铸铁管将湖水输送到城市供日常使用。
3、农业灌溉,因为铸铁管耐腐蚀性好,抗压能力弱。 在农业灌溉中,铸铁管可用于任何土壤。
4、在工业生产中。 铸铁管具有良好的刚度和韧性,在使用中起的作用很小。 既能承重又能承压,运输工业物料。 一些特殊场景也可以根据客户需求定制。

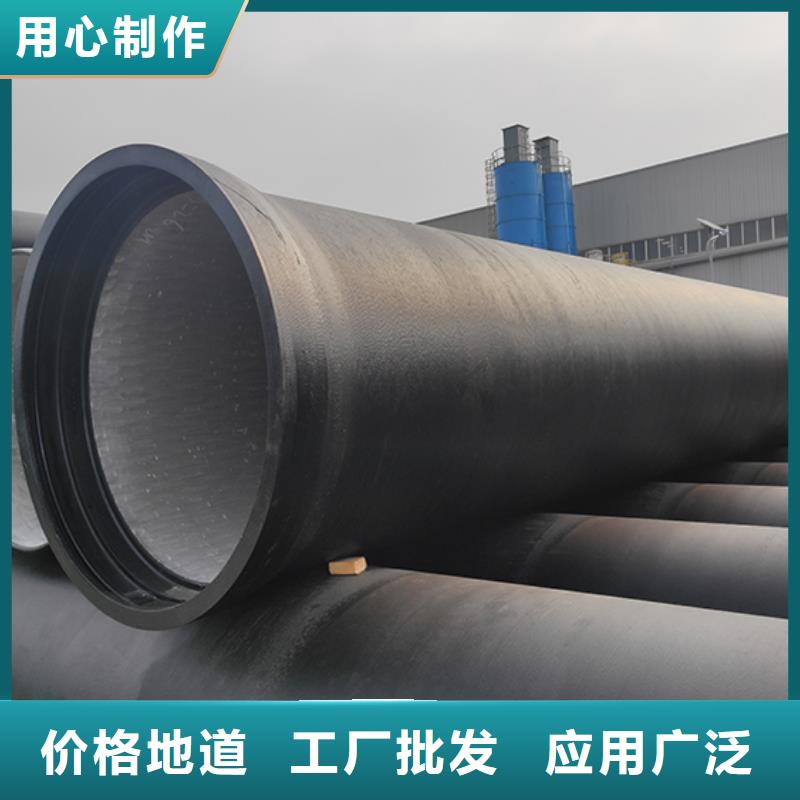
球墨铸铁管是一种铸铁管,球墨铸铁管中的石墨以球状存在。一般情况下,石墨的尺寸为6-7,铸铁管的质量要求控制球化水平为1-3(球化)。比率为“80%),那么球墨铸铁管制造商将前来与您讨论其特点!球墨铸铁管大量现货,欢迎采购在福建球墨铸铁管的铸造过程中,向铁水中加入少量镁,使铸铁中的鳞片石墨转变成球状,克服了鳞片石墨对铁基体连续性的阻碍作用,使铸铁具有良好的延展性、柔韧性和耐冲刷性管道浇铸过程中40G-50G的离心力使铁水中的杂质和气体充分排出,使管壁致密(7050Kg/m3)为确保标准公共服务壁厚的可靠性和性,在性能的前提下,原灰铁管的壁厚比原灰铁管的壁厚薄,原生产两条灰铁管的铁水可生产三条球墨铸铁管,节约了nat开发了铁资源,取得了显著的社会效益。由于球墨铸铁管的力学性能与10#钢管相近,其强度远高于灰铸铁管,是目前使用理想、不可缺少的给水管材之一。球墨铸铁管的缺点:球墨铸铁管的连接受操作水平、责任心等人为因素影响较大,施工不如PE管方便。PE管的优点:PE管具有良好的耐腐蚀性和比金属管更强的抗无机物性能s、 埋地敷设无需防腐,施工方便。小口径PE管性价比优于钢管和球墨铸铁管。PE管有缺点:苯、汽油、四氯化碳等有机溶剂对聚乙烯有一定影响。如果溶剂渗入聚乙烯,会发生溶胀,物理性能下降,耐压、耐温变性能差。
以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。
球墨铸铁管
球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。