



更新时间:2024-12-24 08:34:26 浏览次数:6 公司名称:聊城 山特金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 最小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
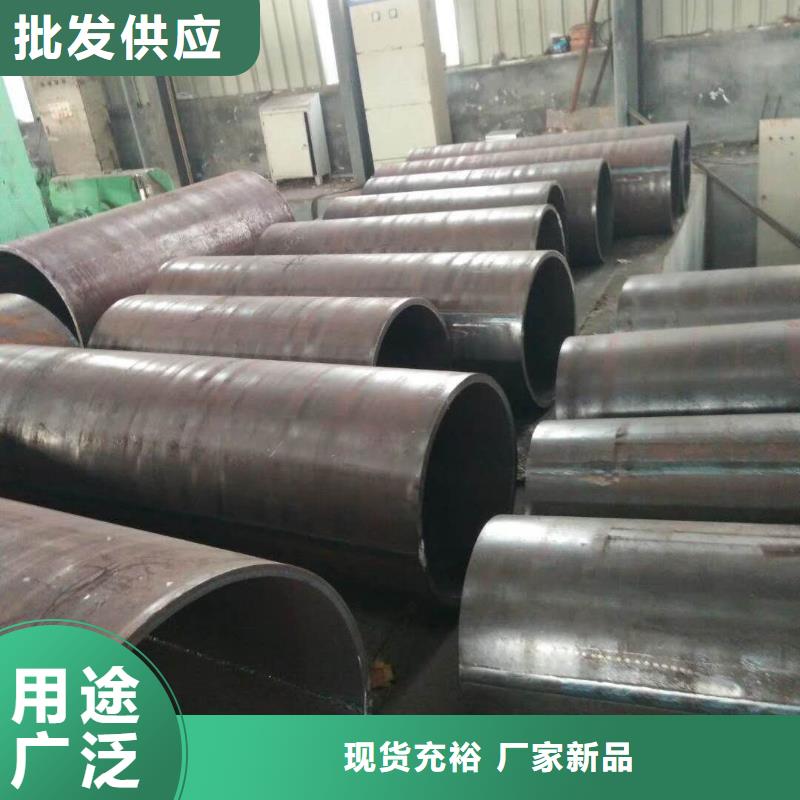







焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
采用空气等离子切割机将卷管切成单根。
切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。

钢板卷筒筒体的制作方法
技术领域:
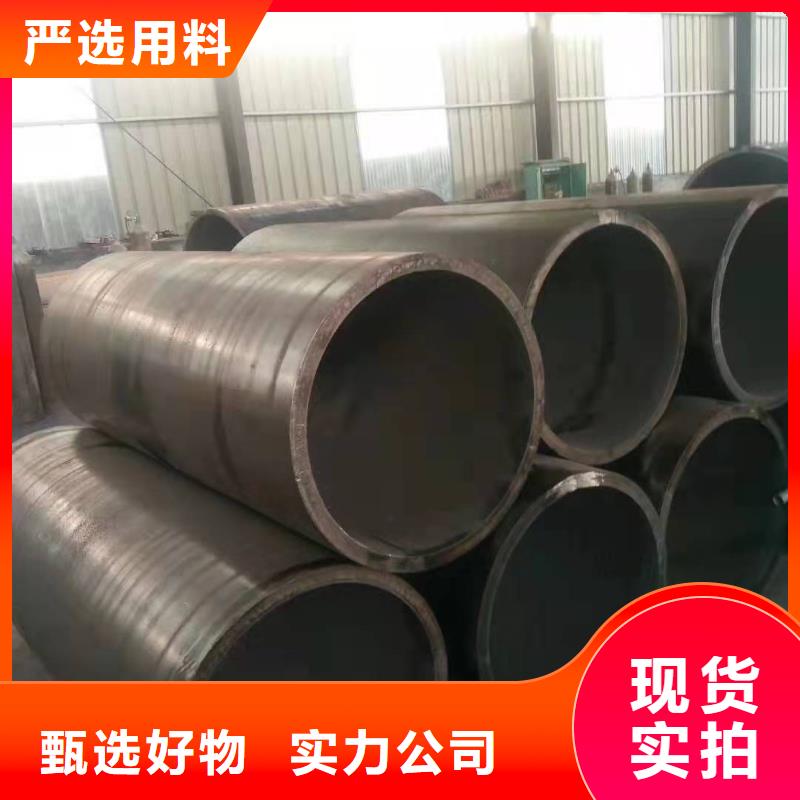
本实用新型涉及一种钢板卷筒筒体,属于卷筒制造领域,当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊
钢板卷管在生产过程中由于受到滚压、拉伸和焊接时的高温影响,材料的组织、机械性能都会发生变化,严重的影响管材的品质,这些变化主要有:冷作硬化现象,即晶体中一列或若于列原子发生有规律的错排,晶格发生畸变,形成一个应力集中区,这种现象也称位错。因为高温和冷却不匀产生焊接应力和在原有单一奥氏体组织中产生铁素体,出现碳化物等不均匀组织,为提高生产效率,确保卷管表面光亮,残余应力,获得单一的奥氏体组织,生产高品质卷管,必须实施在线光亮固溶处理方法。
山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。
离管端200mm的对接纵缝处不得大于2mm。
3其他部位不得大于1mm。
卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。