更新时间:2024-12-30 03:42:25 浏览次数:34 公司名称:聊城 广顺交通设施有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |




| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
云海旭金属材料有限公司
广州喷塑护栏板供应
公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一现在国内比较成熟的作法是:粉末浸塑法它起源于流化床法所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。
我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。
所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
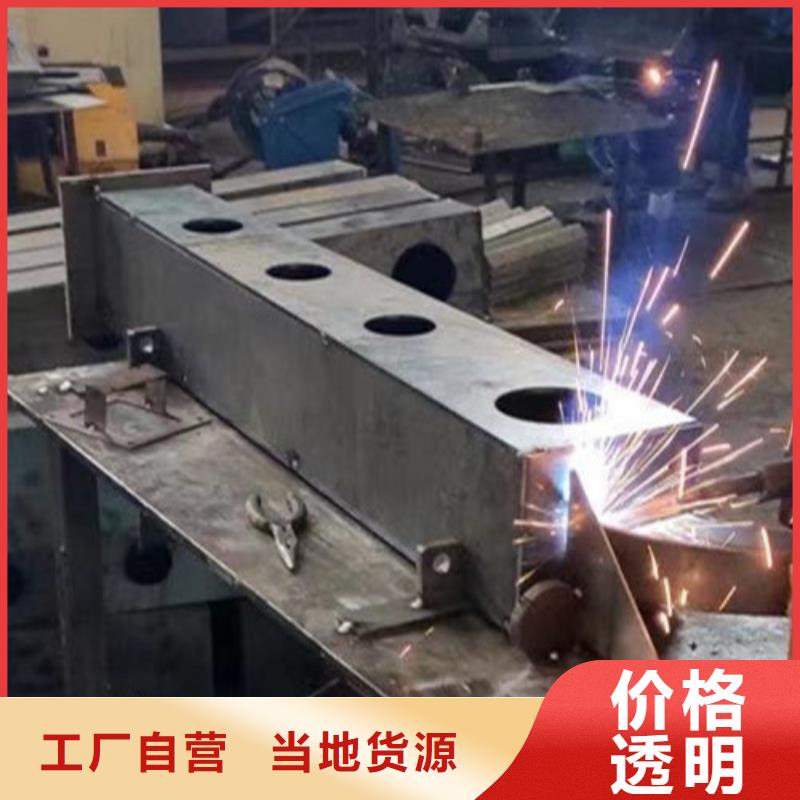
用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。
过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。

 主要有以下原因:一是长期以来公路建设资金一直不足,是近年来高速隔离栅建设速度加快,同时也加重了养护的负担。虽然管理者对高速隔离栅早期养护有一定的认识,但在资金及科技投入上由于种种原因不得不屈从于建设方面的压力。
二是目前的高速隔离栅大都利用或其他方式建设,开通运营后,或提取回报的压力较大,不能更多的资金从事养护和科技,甚至出现部分养护资金被挪用的现象。三是部分中外合作或转让经营权的高速隔离栅,由于片面追求经济效益而忽视了养护管理。
上的:门必须要求有关人员认证的学习图纸,审核自己的学习工作,要让他们如何去理解设计的意图以及施工标准,以确保施工过程有条不紊的惊醒,作为部门,需要与员工一起舞场地查看工作现场是否有什么差错,如果出现问题,可以及时的和设计部门进行沟通等,进行完善。
选择一款公路护栏是很有考究的,首先不管从做工,烤漆还是原材料,因为选购事先一定要商讨好,防止买到劣质交通护栏。首先要选择优良的交通护栏必须强度大,不易生锈,采用优良的喷涂工艺来制造,能够做到防老化,防干裂,掉漆,落色,不管在任何环境下都不会生锈。
主要有以下原因:一是长期以来公路建设资金一直不足,是近年来高速隔离栅建设速度加快,同时也加重了养护的负担。虽然管理者对高速隔离栅早期养护有一定的认识,但在资金及科技投入上由于种种原因不得不屈从于建设方面的压力。
二是目前的高速隔离栅大都利用或其他方式建设,开通运营后,或提取回报的压力较大,不能更多的资金从事养护和科技,甚至出现部分养护资金被挪用的现象。三是部分中外合作或转让经营权的高速隔离栅,由于片面追求经济效益而忽视了养护管理。
上的:门必须要求有关人员认证的学习图纸,审核自己的学习工作,要让他们如何去理解设计的意图以及施工标准,以确保施工过程有条不紊的惊醒,作为部门,需要与员工一起舞场地查看工作现场是否有什么差错,如果出现问题,可以及时的和设计部门进行沟通等,进行完善。
选择一款公路护栏是很有考究的,首先不管从做工,烤漆还是原材料,因为选购事先一定要商讨好,防止买到劣质交通护栏。首先要选择优良的交通护栏必须强度大,不易生锈,采用优良的喷涂工艺来制造,能够做到防老化,防干裂,掉漆,落色,不管在任何环境下都不会生锈。