您的位置>首页 >汕头当地行业动态 >
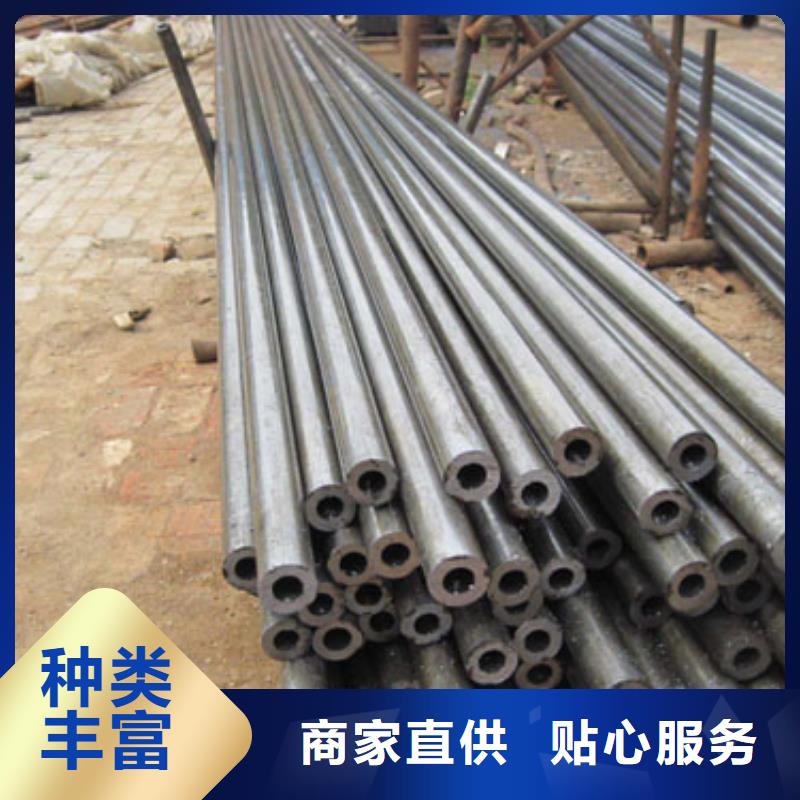
定制40Cr精密钢管_优质厂家
- 更新时间: 2024-12-23 18:11:40 浏览次数:1
- 产品报价: 4.5/米
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:定制40Cr精密钢管_优质厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
导读 在广东省汕头市采买定制40Cr精密钢管_优质厂家到大金钢管制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15806808820,QQ:1365789918,地址:《聊城经济开发区工业园发货到广东省 汕头市 龙湖区、金平区、濠江区、潮阳区、潮南区、澄海区、南澳县》。 广东省,汕头市 2022年,汕头市实现地区生产总值3017.44亿元。

精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。
大金钢管制造有限公司

精密管高尺寸精度高、管内外表面光洁度,钢管热处理后内外表面均无氧化膜,钢管扩口、压扁无裂痕、冷弯不变形,并能承受高压,能作各种复杂变形及机械深加工处理。
主要特点:钢管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度,冷弯不变形,扩口、压扁无裂缝;
主要材质:10#、20#、35#、45#、20cr、40cr、20crmo﹑16mn﹑27simn﹑304﹑201﹑310s﹑优质碳素结构钢。
钢管主要品种:din系列高精度精密光亮无缝钢管、液压系统专用钢管、汽车制造专用钢管
主要用途:应用于液压系统配管、汽车制造配管、军工、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。

精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
大金钢管制造有限公司

总结 在广东省汕头市采购定制40Cr精密钢管_优质厂家请认准大金钢管制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15806808820,QQ:1365789918,地址:经济开发区工业园)。