
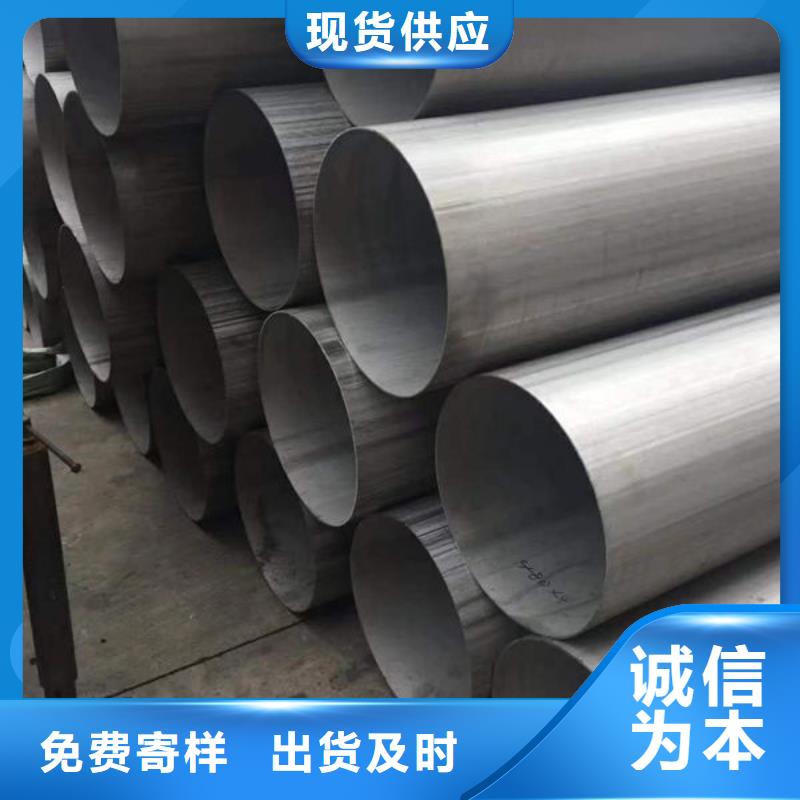



无缝钢管一般是钢水通过环形狭缝积压出来,然后经过拉伸等处理工艺,使之无焊缝。无缝钢管厂广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。无缝管用途很广泛。一般用途的无缝管钢材由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。无缝钢材管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
圆钢热切加热炉用途:1.用于钢球锻造生产中,针对直径大于120mm钢球而生产。圆钢加热后热剪切成合格的短棒料,利用棒料余热锻造钢球。2.用于轴承套圈锻造的生产,圆钢加热后连续下料,热剪切成合适长度的棒料,压力机拍、平冲孔后,进入碾环工序。3.一切二次加热的工件都可以考虑圆钢热切加热炉。圆钢热切加热炉由以下四部分组成:1、自动送料部分:储料平台、翻料机构和输送机构组成2、中频钢材加热炉加热部分:由500Kw中频加热炉组成,频率1500Hz,电容器组、感应器支架、水路以及感应器组成。其中感应器用于加热直径50-60mm、65--75mm、80--90mm圆钢。3、下料冲床剪切设备:由下料冲床和下料组合模具组成4、控制部分:由测温仪、PLC控制系统、变频调速机构以及电气部分组成。