在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。<空心铸铁型材的水平连铸装置,其基本结构包括保温炉、设置于炉口处的外结晶器、牵引设备组成,其特征在于在保温炉内与外结晶器对应位置设置内结晶器。所述的内结晶器固定保温炉下部的外壁上。
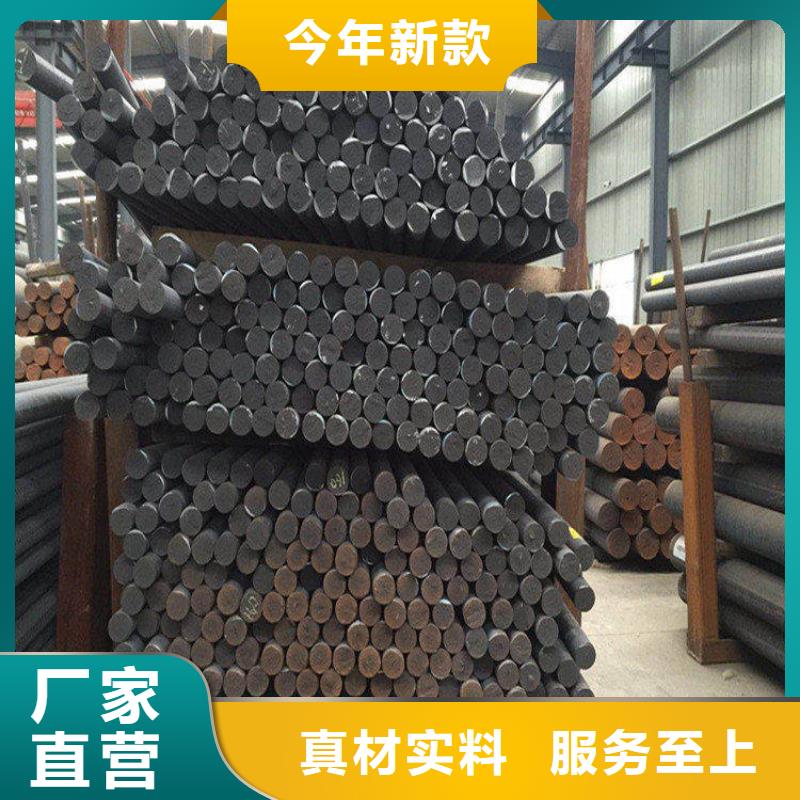
百色球磨铸铁QT700方棒销售商

由于石墨的晶格为简单六方晶格,基面中的原子间距142nm,原子间结合力较强;而两基面间的面间距340nm,因基面间距较大,原子间结合力较弱,故结晶时易形成片状结构,且强度、塑性和韧性极低,接近于零,硬度仅为3HBS。另外,在碳原子的四个价电子中,只有一个价电子参加到电子气中去,这便是石墨具有某些不太明显的金属性能(如导电性)的原因。即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
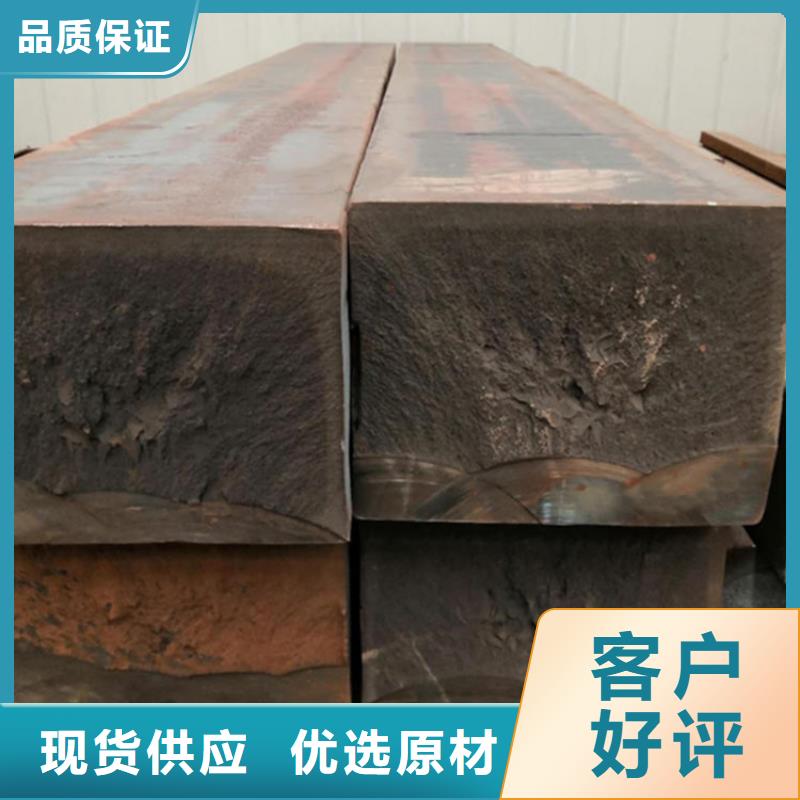
采用水平连铸和封闭结晶器的工艺使型材表面质量好,尺寸精度高,无夹砂、夹渣、气孔、缩孔等铸造缺陷,加工成品率高于砂铸件。性模数高,铸铁型材性模数全断面各部位比一般砂型铸铁件高且均匀。