




<济南>铭诺橡塑制品有限公司是专业销售、生产济南于一体的综合性企业。公司秉承“诚信为本、客户至上”和“专人、专业、专心,做精、做细、做透”的经营理念,以金属流通为主业,以“优质、快捷、”为标准,服务客户,奉献社会,规模实力不断增强,品牌信誉日益。
特种工程塑胶原料:PPS、LCP、PEI、POM+PTFE、PEK、PPA、PI、PSF、PES等改性工程塑料包括:加玻纤、碳纤、滑石粉、矿物、矿纤、阻燃改性;增韧耐寒、抗紫外线、抗静电、导电等改性工程塑胶原料。
热塑性弹性体:PVC、TPU、K胶、EVA、POE;TPR、TPE、SBS、SEBS、TPEE、TPV、TPO能够适合您各种硬度之需求及高透明、高弹性、高耐磨、抗变黄、阻燃、耐水解等高性能特征,能够与多种工程塑料,如PC、ABS、PA、PS、PP、PE等良好粘接。
我们的业务遍布全国各地,深受广大客户的欢迎,在众多的同行中已形成自己独有的营销风格。在激烈的市场竞争下,本公司能稳稳立足并取得大的成就,同时感谢广大客户和同仁的支持和厚爱!将不断开拓市场、切实服务,秉承客户至上、
热塑性弹性体:PVC、TPU、K胶、EVA、POE;TPR、TPE、SBS、SEBS、TPEE、TPV、TPO能够适合您各种硬度之需求及高透明、高弹性、高耐磨、抗变黄、阻燃、耐水解等高性能特征,能够与多种工程塑料,如PC、ABS、PA、PS、PP、PE等良好粘接。
我们的业务遍布全国各地,深受广大客户的欢迎,在众多的同行中已形成自己独有的营销风格。在激烈的市场竞争下,本公司能稳稳立足并取得大的成就,同时感谢广大客户和同仁的支持和厚爱!将不断开拓市场、切实服务,秉承客户至上、


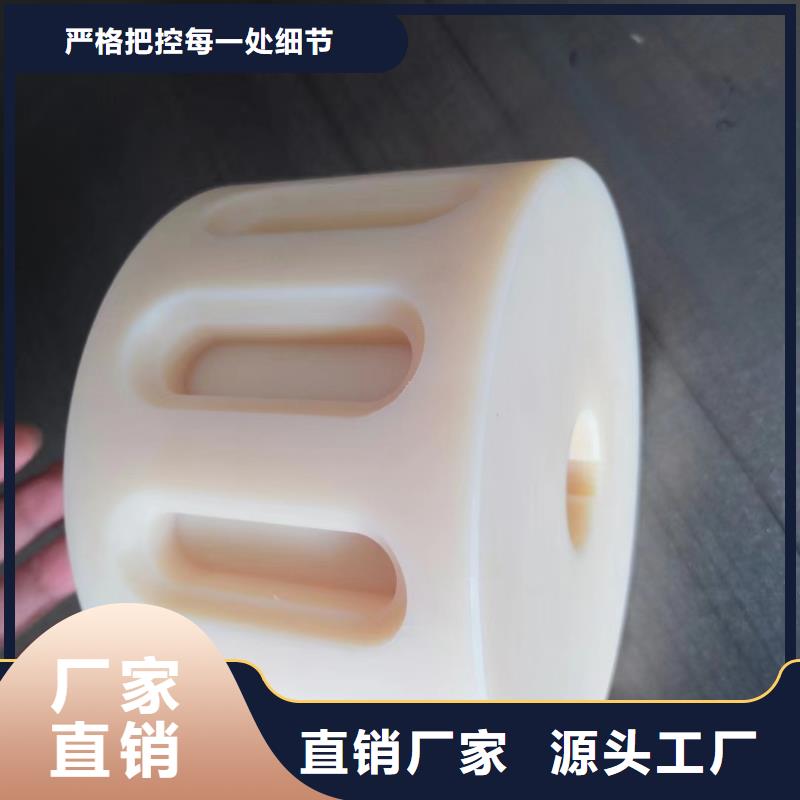
济南注塑产品有料花怎么调机精选厂家

济南注塑产品 3防止制品先端产生小的方法 制品产生小的原因 1-1模具内压力不足 相关联的知识 2-1 成型的设定条件应朝使材料流动性变好,模具内压力提高的方向设定 解决方法 3-1 即时:提高射出压力,提高加热料简的温度,提高模具温度,增大射出速度 3-2 短期:扩大浇口,流边,气口 3-3长期:使用流动性好的材料 . 由于材料的差异 4一1 流动性好的材料小邹纹很难产生 五。 参考事项 5-1 为了防止漩纹,放慢了射出速度,但如果射出速度慢,就会产牛小。


济南注塑产品 解决方法。 3-1 即时:在模具内充分冷却固化(延长冷却时间记时器),提高料简温度,降低射出压力。3-2 短期: 使模具冷却均匀化 3-3 长期:避免制品厚度的差异,在制品厚度大的地方设置浇口(1-1),因直线容易引起翘曲,做成大的 曲线,制品可逆弯曲的模具,增加顶出 杆个数,增加脱模斜度。 四、于材料的差异: 4-1 结晶性的材料(聚乙稀、聚丙稀、聚甲醛、尼龙)成型收缩率大,还有容易引起偏向,非结晶性材料(聚乙稀、ABS)容易引起残余应力.
