


联系我们

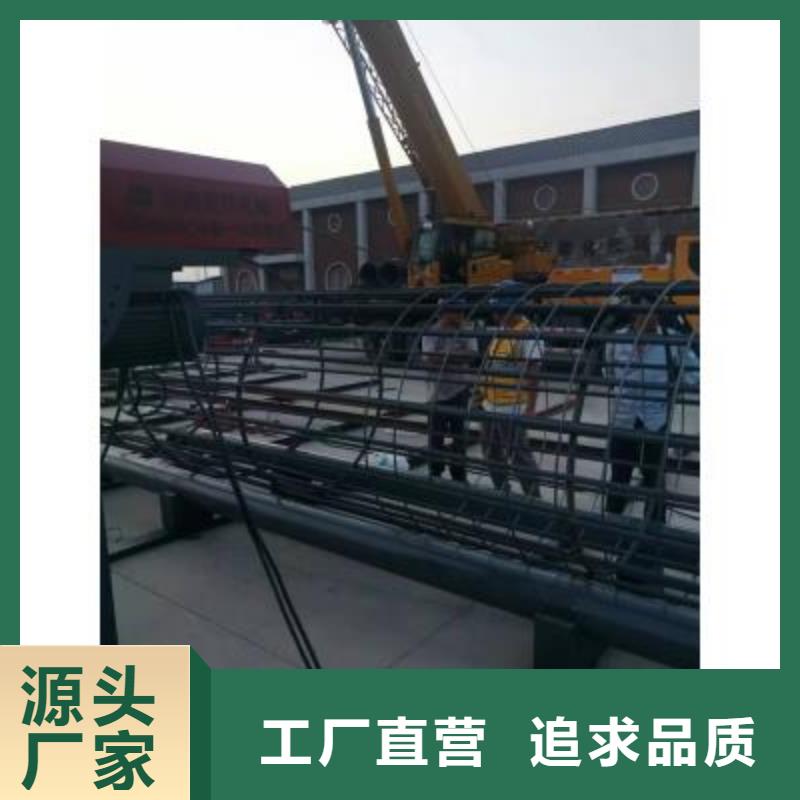
加长钢筋笼绕丝机售后完善
更新时间:2024-12-23 19:04:19 浏览次数:4 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |





基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位→完成参数项目及型号1250型、1500型、2000型、2500型钢。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊部主筋。 钢筋笼绕筋机
人品合一双赢利益观是河南建贸永续经营保障。
所有利益相关方主要包括家人、户、股东。形成一个个利益共同体,共赢共享共创价值。只有所有利益相关方共赢,人与商品合一双赢方显实际,“人”即具有两创精神家人;“品”即户使价值真实。每位家人都在不同自主经营体中为户创造价值,从而实现自身价值,企业价值和股东价值自然体现。
3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
按接头形式分类;
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
钢筋笼滚焊机各步骤具体操作如下:
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;钢筋笼绕筋机

小型与大型规格同发展
??大中型工程机械仍然是全球施工机械的主流,年销售量达700亿美元左右,但工程机械向着小型化和大型化两端延伸的趋势很明显。随着各国基础设施建设的进一步发展,其大规模基础设施建设工程日渐减少,而修缮保护及城市小型工程项目却在增多,为了节省较高的人力费用,提高工作效率,各种小型、微型工程机械相继问世。
建贸钢筋笼绕筋机操作注意事项:A区是箍筋也就是盘筋的存放区,这一区域的宽度至少要3米,A区上侧***有道路相通,以便箍筋的存放及放入箍筋料架的操作。
如果上侧无道路,则设备两侧和生产区边界距离要方便于物料的进出;设备和生产区边界相距至少1米以上,如果考虑到物料进出A区方便,一侧或二侧距生产区边界距离要在2~3米以上;B区为主筋原料区,主要考虑上料方便,及储存的方便;C区为钢筋笼成品区,主要考虑下料及钢筋笼补焊的方便。钢筋笼绕筋机

钢筋笼绕筋机5.行走焊接及支撑举升:旋转盘带动主筋旋转向前行走,缠绕筋随主筋缠绕,边走时人工将缠绕筋点焊在主筋上。走到一定距离后, 个支撑向上抬起,支撑钢筋笼,防止钢筋笼因自重而,再不断向前行走,后面的支撑逐步抬起;
6.焊接完成:当移动旋转盘带动半成品钢筋笼运动快脱离固定盘时,终止焊接,切断缠绕筋,钢筋笼在移动旋转盘的带动下继续向前移动,脱离固定旋转盘。端部离开固定旋车盘的工作平台后停止,然后松开移动旋转盘上固定主筋的螺栓,移动旋转盘继续前移,钢筋笼脱开移动旋转盘;
7.卸笼:钢筋笼和移动旋转盘分离后,支撑一齐平稳下降,然后将钢筋笼吊出(或者从支撑中滚出来);
8.移动盘回位:钢筋笼吊走后,移动盘复位,进入下一个循环的生产。
 贵州加长钢筋笼绕丝机售后完善
建贸机械设备有限公司
贵州加长钢筋笼绕丝机售后完善
建贸机械设备有限公司
钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。