

联系我们

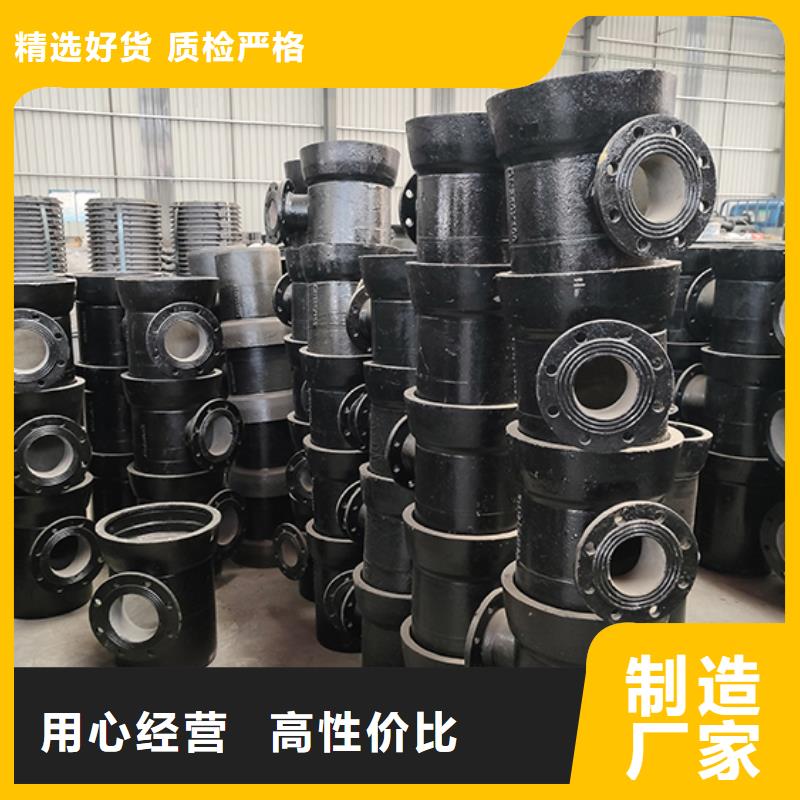
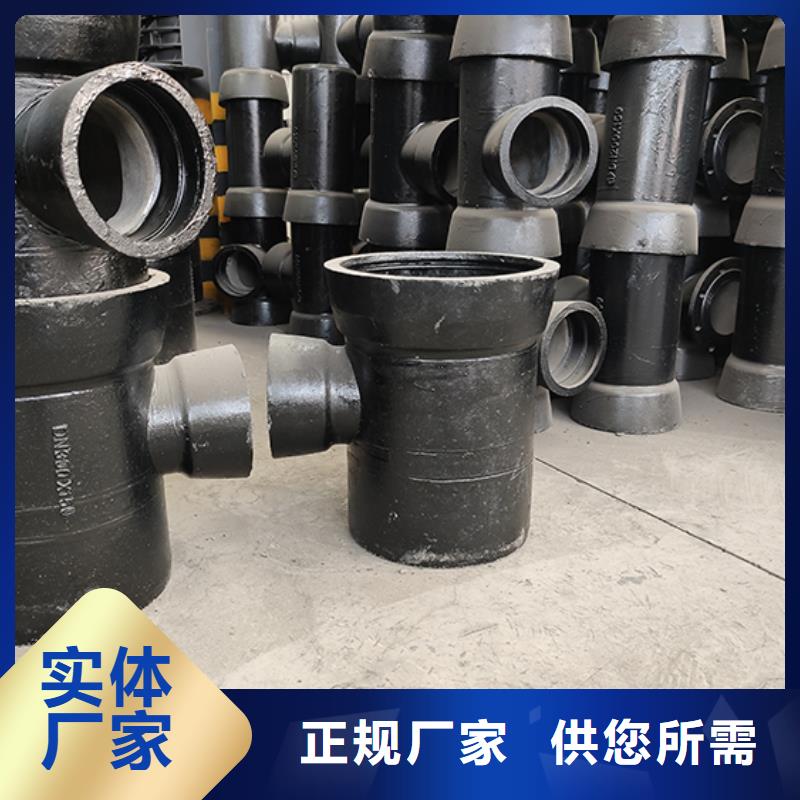
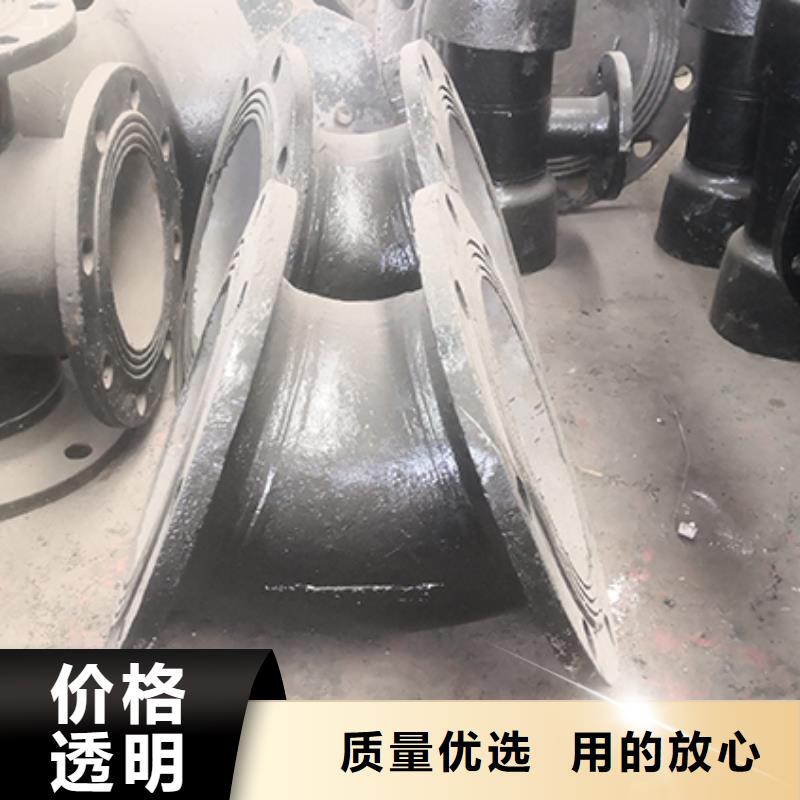
球墨铸铁管件定制
更新时间:2024-12-25 22:17:56 浏览次数:5 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |




球墨铸铁管配件的运输
1、运输及堆放及管道现场检查球墨铸铁管成品运至施工现场,按照标准进行检验,不符合标准的不得使用并做好标志及时处理。施工完毕后即可进行管道安装。在安装过程中要小心轻放,避免摔跌、碰撞管道。
2、装前准备a.检验球墨铸铁管槽底宽度、高程是否符合设计要求,是否满足规范允许偏差。b.检查球墨铸铁管及管件有无破损。c.将球墨铸铁管管口的毛刺和杂物干净。管道安装施工前,应用钢丝刷、棉纱布等仔细,将承口内腔和插口端外边面的泥沙及其亡异物清理干净,不得含有泥沙、油污等异物。d.球墨铸铁管橡胶圈保证形体完整,表面光滑,没有变形扭曲、裂纹现象。
球墨铸铁管配件安装要求
(1)下管:应按球墨铸铁管下管的技术要求将管子下到槽底,可采用人工或机械下管法
(2)清理管口:应将球墨铸铁管承口内的所有杂物予以,并擦洗干净,因为任何附着物都右能造成接口漏水
(3)清理胶圈、上胶圈:应将球墨铸铁管胶圈上的粘着物清擦干净,并用手沿整个胶圈探险压一遍,或用木锤、橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀一致地卡在槽内。
(4)在插口外表面和胶圈上涂刷润滑剂:润滑剂右作杄物油,也可用肥皂水,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。(5)在安装时,首先将插口放入承口内且插口压到承口内胶圈上,接好钢丝绳和倒链,拉紧倒链,与此同时,在管承口端用力左右摇晃管子,直到插口插入承口内全部到位。
一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。
1.球墨铸铁管校圆:
经过运用液压或机械起重的办法顶起内部向外压或从管子表面面运用压力向内压.为了防止损坏水泥砂浆衬层应当运用与管子内形相似的硬木垫块.康复球墨铸铁管的外在形象。
2.球墨铸铁管切管:
切管所用的砂轮切开机应可以安装切开用砂轮和磨光用砂轮由金钢砂(碳化硅)制作的砂轮很适宜用于切开带水泥内衬的管子切管时应将管子放在水平地面或方木上切管的进程为:作符号、切管、磨光.
3.球墨铸铁管外涂层修补:
用毛刷和钢丝清洁表面必要时可用气燃办法枯燥用钢丝刷清理干净后涂上油漆.
4.球墨铸铁管内衬修补:
a.把需求修补的部分转到底部把损杯的部分剔去.
b.用金属刷子除掉残留的水泥块湿润待修部分的水泥层边际然后等候几分部.
c.填充水泥砂浆并把它压至原有水泥涂层厚度.
d.结束就是把表面涂滑润并且加上一些水或掩盖一层湿布以防水泥干得太快而发作裂纹。
球墨铸铁管配件